Diagrams, Dc-600 – Lincoln Electric IM657 RED-D-ARC DC-600 User Manual
Page 40
F-1
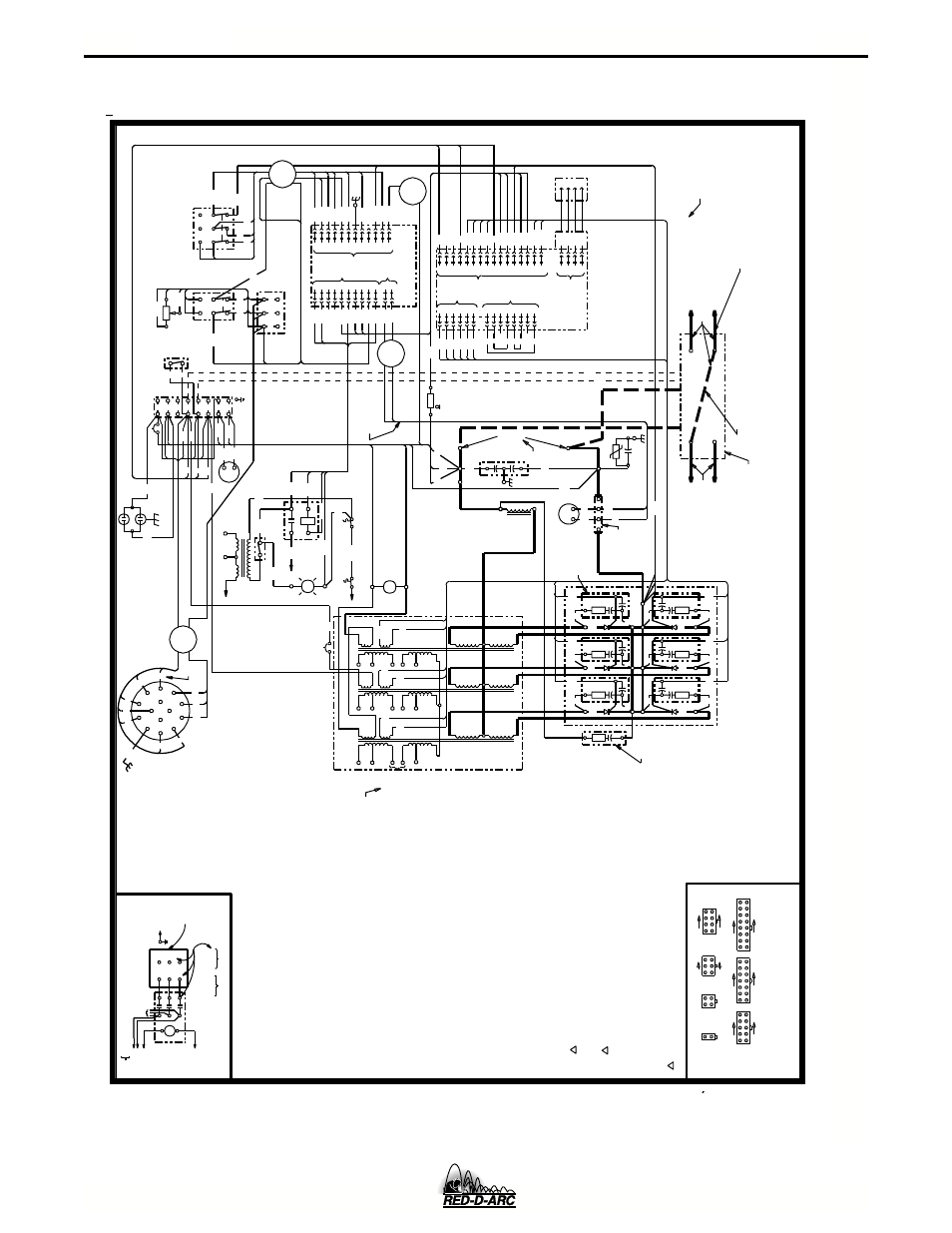
DIAGRAMS
F-1
DC-600
NOTES:
N.D. WELDING CABLE MUST BE OF THE PROPER
CAPACITY FOR THE CURRENT AND DUTY CYCLE
OF IMMEDIATE AND FUTURE APPLICATIONS.
"POSITIVE". TO CHANGE THE POLARITY, TURN
THE DC-600 OFF, AND REVERSE THE LEADS AT
THE MULTI-PROCESS SWITCH.
CONNECTION DIAGRAM, CONNECT ELECTRODE
AND WORK LEADS TO THESE TERMINALS
INSTEAD OF THE POWER SOURCE
OUTPUT TERMINALS.
THESE NOTES APPLY ONLY TO DC-600 WITH A
MULTI-PROCESS SWITCH INSTALLED.
N.E. THIS DIAGRAM SHOWS THE "STICK" POLARITY
N.F. USING A WIRE FEEDER, K-317 OR K-318
6 5
4
9
8
7
TO PRIMARY COILS
CODE
ELECTRICAL
RECONNECT
PANEL
ELECTRICAL SYMBOLS PER E1537
1
2
12
34
13
4
6
1
1
61
0
5
1
4
8
5
8
J3
J5
J7
CONNECTOR CAVITY NUMBERING SEQUENCE
(VIEWED FROM COMPONENT SIDE OF BOARD)
J6
J4
J2
1
8
J1
H1
TO
SUPPLY
LINES
L3
L2
L1
271
H2
272
CR1
INPUT
CONTACTOR
226
238
236
R1
237
75
10K 2W
215
232
224
81
77
76
76
75
77
T.S.1
80
280
210
215
1
2
3
4
5
6
7
8
9
1
2
233
256
231
255
J2
J3
CONTROL
P.C. BOARD
1
1
2
2
33
4
4
5
5
6
6
7
8
9
J4
J5
P.C. BOARD
2
4
215
+
-
WORK
ELECTRODE
TO STICK ELECTRODE HOLDER OR
AIR-CARBON ARC TORCH
TO "WORK" USED WITH STICK
OR AIR-CARBON ARC
STICK WORK LEAD NOT
USED WHEN JUMPER IS
USED.
OPTIONAL USER SUPPLIED JUMPER FOR
THOSE SITUATIONS WHERE IT IS NOT
CABLES FOR STICK AND SEMI-AUTOMATIC
WELDING.
N.D.
N.E.
N.D., N.F.
OPTIONAL
MULTI-PROCESS
SWITCH
210
210
210
215
OUTPUT SHUNT
(50MV @800 AMPS)
OUTPUT
CHOKE
C7
222
OUTPUT
N.D.
(+)
(-)
R2
32A
31
FAN
MOTOR
272
273
SEC. LEAD
THERMOSTAT
256
PRIMARY THERMOSTAT
256
PILOT
LIGHT
233
235
255
B
5
7
A
271
W
S
S
F
F
32A
207
208
3
18
6
9
S
F
205
206
2
14
5
8
AUX. 1
S
F
203
204
F
31
S
AUX.2
16
PRI.
4
7
PRI.
SEC.
SEC.
SCR
SCR
SCR
SCR
SCR
SCR
1
2
3
4
5
6
OUTPUT
SNUBBER
G6
G4
G2
OUTPUT RECTIFIER
ASSEMBLY
SCR
SNUBBERS
+
-
G1
G3
G5
NECESSARY TO HAVE SEPARATE GROUND
A
AA
A
A
A
CC
C
C
C
C
N.G.
1
CR2
10
J7
1
2
3
4
5
6
7
8
10
11
12
1
2
3 4
J6
A
B
B'
C
C'
A'
G1
G2
G3
G4
G5
G6
208
207
206
205
261
262
263
342
P22
13
14
15
16
FIRING CIRCUIT
215
231
214
203
204
TWISTED
TOGETHER
1
2
3 4
J23
FOR OPTIONAL
222
214
PARALLELING
KIT
30 100W
41
2
4
.05
.05
mFd
mFd
S3
CONTROL
OUTPUT
SWITCH
LOCAL/
REMOTE
WELDING MODE
SWITCH S4
(SHOWN IN CC
STICK POSITION)
FAULT
PROTECTION
RELAY
42A
S
F
41
42
BREAKER
10A
CIRCUIT
21
41
4
31
32
21
-
+
32A
2
S2
OUTPUT
TERM.
SWITCH
4
2
T.S.2
T1 MAIN TRANSFORMER
2
4
41
237
236
+
-
AM
210
215
32
31
DUPLEX (ON 60 HZ MACHINES ONLY)
255
X1
X2
T2
H1
H2
H3
CONTROL TRANSFORMER
+
-
VM
222
210
AJ
K
N
L
M
I
H
G
B
C
D
E
F
14 PIN
(FRONT
RECEPT.
75
76
77
21
41
31
42
32
2
4
GND
42
222
222
222
210
N.C.
MAY VARY. SEE IM MANUAL FOR LOCATION.
N.C. LOCATION OF THIS LEAD ON T.S.2 TERMINAL STRIP
7
14
8
16
VIEW)
S1
SWITCH
42
15A
BREAKER
CIRCUIT
229
290
291
291
290
PER NATIONAL
TO GROUND
41
G3506-1
DC-600
WIRING DIA
GRAM-230/260/575
V 60HZ ONL
Y
13
17
15
N.G. TAPE UP SEPARATELY TO PROVIDE AT
LEAST 600V INSULATION.
230/460/575V
(SHOWN CONNECTED
FOR LOW VOLTAGE)
3
2
1
15,14,13
18,17,16
N.G.
N.G.
H3
H4
N.G.
ALL PRIMARY
LEADS TO
RECONNECT
PANEL
INPUT POWER
255
229
280
215
1
2
3
4
5
6
80
232
75
222
J1
7
8
9
10
11
12
224
81
226
238
235
R.F.
CHOKE AS'BLY
R.F.
CHOKE AS'BLY
R.F.
CHOKE AS'BLY
R.F.
CHOKE AS'BLY
8-2000J
320V
160J
TP1
.05mFD
600 V
C1
NOTE: This diagram is for reference only. It may not be accurate for all machines covered by this manual. The specific diag
ram for a particular code is pasted inside
the machine on one of the enclosure panels. If the diagram is illegible, write to the Service Department for a replacement. G
ive the equipment code number..