Accessories, Idle roll pressure setting, K659-1 - gas guard regulator – Lincoln Electric IM542 INVERTEC POWER WAVE 450 ROBOTIC User Manual
Page 45: Gas guard regulator setting (optional k659-1), Warning
ACCESSORIES
D-5
D-5
POWER WAVE 450
Idle Roll Pressure Setting
The idle roll pressure is set at the factory, backed out
three turns from full pressure on 4-roll feeders. This is
an approximate setting. For small wire sizes and alu-
minum wire up to 9 or 10 turns out may be required to
minimize “birdnesting”. The optimum idle roll pressure
varies with type of wire, surface condition, lubrication,
and hardness. The optimum idle roll setting can be
determined as follows:
1) Release the incoming idle roll pressure arm, then
press end of gun against a solid object that is elec-
trically isolated from the welder output and press
the gun trigger for several seconds.
2) If the wire “birdnests”, jams, or breaks at the drive
roll, the idle roll pressure is too great. Back the
pressure setting out 1/2 turn, run new wire through
gun, and repeat above steps.
3) If the only result is drive roll slippage, disengage the
gun locking nut, and pull the gun cable forward
about 6” (150mm). There should be a slight wavi-
ness in the exposed wire. If there is no waviness,
the pressure is too low. Increase the pressure set-
ting 1/4 turn, reconnect the gun, tighten the locking
nut, and repeat the above steps.
4) After the outgoing pressure is set, determine how
many turns away from full pressure the setting is.
Set both idle roll tensions to this setting. Engage
both idle rolls before welding. In most applications,
best wire feeding will occur when both idle roll pres-
sures are set the same.
K659-1 - Gas Guard Regulator
Adjustable flow regulator with removable adjustor key
for CO
2
and Argon blend gases. Mounts onto wire feed
unit inlet, and reduces gas waste and arc start “blow”
by reducing surge caused by excess pressure in sup-
ply hose.
Gas Guard Regulator Setting
(Optional K659-1)
1) With the gas supply shut off, the Gas Guard regu-
lator flow adjusting key should be set to maximum
(full clockwise) which is rated to be 60 SCFH (28 lts/
min).
2) Adjust gas supply flow rate for a level higher than
will be required, then adjust Gas Guard flow adjust-
ing key counterclockwise to the desired gas flow
rate.
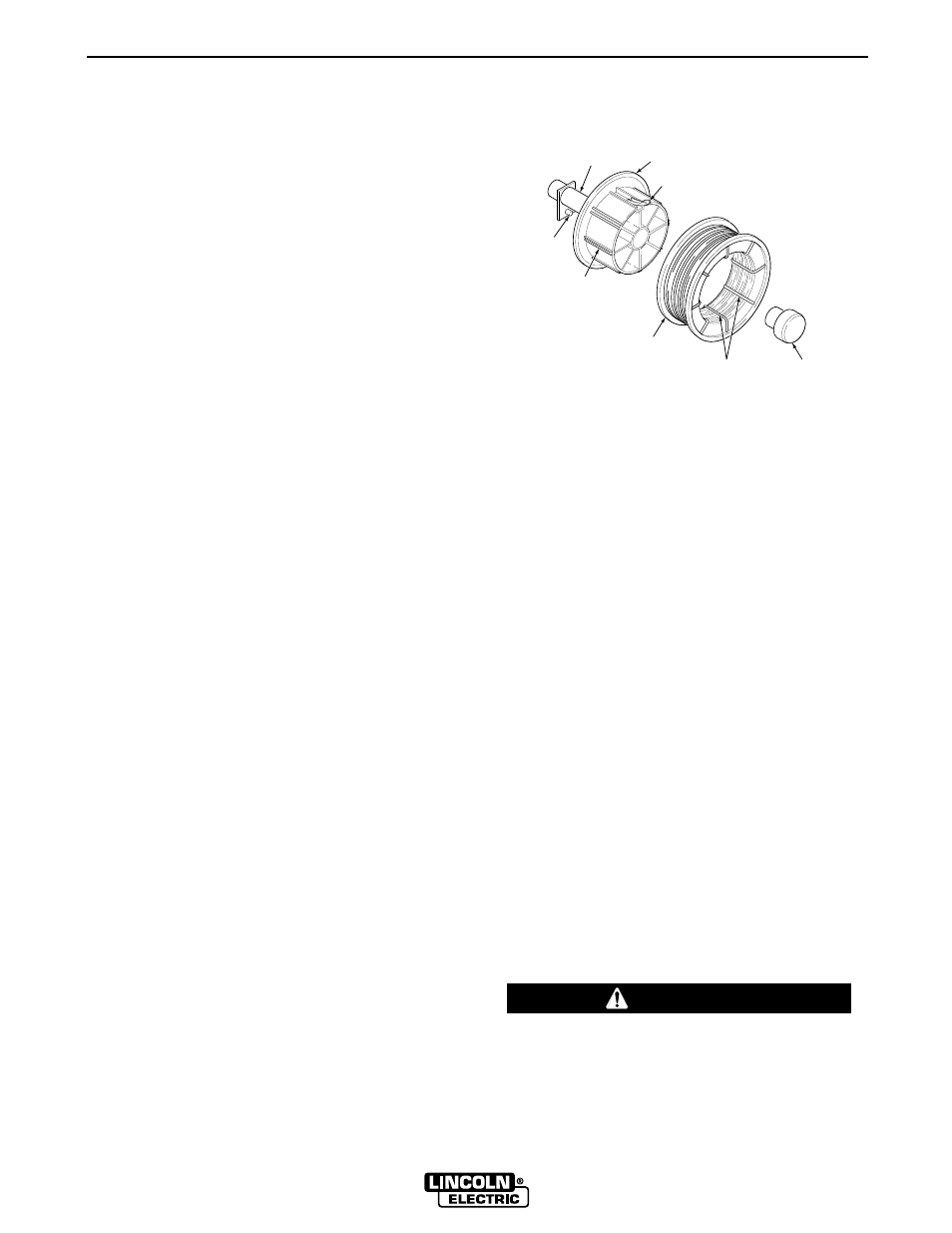
Wire Reel Loading - Readi-Reels and
Spools (using K162H Spindle Kit with 2”
(51mm) spindle)
TO MOUNT A 30 LB (14 KG) READI-REEL
PACKAGE USING THE MOLDED PLASTIC K363-P
TYPE ADAPTER:
1) Make certain that the threaded locking collar is tight
and securely locks the adapter on the spindle (see
figure above).
2) Rotate the spindle and adapter so the retaining
spring is at the 12 o’clock position.
3) Position the Readi-Reel so that it will rotate in a
clockwise direction when feeding (wire is to be de-
reeled from bottom of the coil).
4) Set one of the Readi-Reel inside cage wires on the
slot in the retaining spring tab.
5) Lower the Readi-Reel to depress the retaining
spring and align the other inside cage wires with the
grooves in the molded adapter.
6) Slide cage all the way onto the adapter until the
retaining spring “pops up” fully.
Check to be sure the Retaining Spring has fully
returned to the locking position and has SECURELY
locked the Readi-Reel Cage in place. Retaining Spring
must rest on the cage, not the welding electrode.
___________________________________________
2 IN. O.D. SPINDLE
ADAPTER
RETAINING SPRING
BRAKE
HOLDING
PIN
GROOVES
READI-REEL
INSIDE CAGE WIRES
THREADED
LOCKING
COLLAR
WARNING