Operation, Constant current operation – Lincoln Electric IM10085 ACTIV8 User Manual
Page 25
50
100
150
200
250
300
350
400
450
500
550
600
650
700
50
100
150
200
250
300
350
400
450
500
550
650
700
35
31
29
27
25
23
21
19
17
15
33
600
M
1
5242-
2
V
M
V
CC
B-6
OPERATION
B-6
ACTIV8™
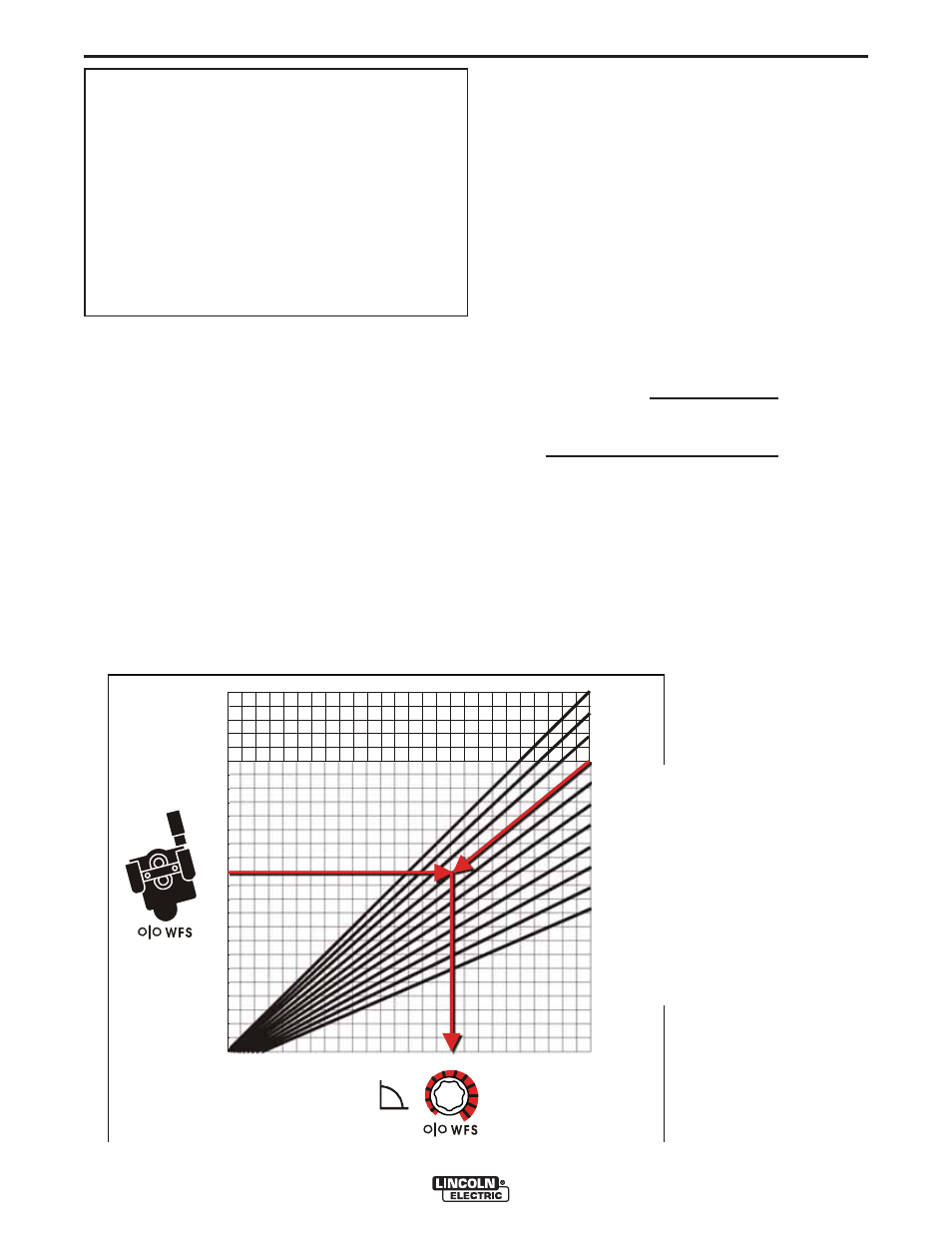
FIGURE B.4
A constant voltage (CV) power
source is recommended for flux-
cored arc welding. (FCAW) and
gas metal arc welding (GMAW) to
obtain code quality results.
However, this wire feeder may also
be used with a constant current
(CC) power source to obtain pass-
able results for noncritical quality
applications.
ARC
VOLTS
The serviceability of a product or structure utiliz-
ing the ACTIV8™ wire feeder is and must be the
sole responsibility of the builder/user. Many vari-
ables beyond the control of The Lincoln Electric
Company affect the results obtained in using the
ACTIV8™ wire feeder. These variables include,
but are not limited to, welding procedure, plate
chemistry and temperature, weldment design, fab-
rication methods and service requirements. The
available range of the ACTIV8™ wirefeeder may
not be suitable for all applications, and the
builder/user is and must be solely responsible for
welding settings.
CONSTANT CURRENT OPERATION
Setting Wire Feed Speed in CC mode
When Across the Arc models are operated with CC
power sources, the wire feed speed changes as the
arc voltage changes. When the arc voltage increases,
the wire feed speed will increase; and when the arc
voltage decreases, the wire feed speed will decrease.
To preset the wire feed speed on CC power sources:
1. Set the Wire Feed Mode switch inside the
ACTIV8™ to "CC".
2. Refer to the Figure B.4 graph to determine cc set-
ting of the wire feed speed knob. Select the hori-
zontal line representing the Desired Wire Feed
Speed. (See Figure B.4 arrow for 375 in/min.)
3. Select the diagonal line representing the Arc
Volts. (See Figure B.4 for 29 volts.)
4. Determine the vertical line representing the CC
Wire Feed Speed setting where the above two
lines cross. (See Figure B.4 arrow line for 450.)
Set the ACTIV8™ wire feed speed knob to this
value.
CC WFS dial setting = desired WFS x 35
Arc Volts
Example:
375 in/min. (Horizontal Line) x 35
29 Arc Volts (Diagonal Line)
= 452.5 (Vertical Line)
(See Figure B.4)
=
Use 450 setting