Axial lead & cartridge fuses, Product characteristics, Soldering parameters - wave soldering – Littelfuse 217 Series User Manual
Page 3
© 2013 Littelfuse, Inc.
Specifications are subject to change without notice.
Revised: 12/19/13
Axial Lead & Cartridge Fuses
5×20 mm > Fast-Acting > 217 Series
Product Characteristics
Operating Temperature
–55
O
C to +125
O
C
Thermal Shock
MIL-STD-202G, Method 107G, Test
Condition B: (5 cycles –65
°
C to
+125
°
C)
Vibration
MIL-STD-202G, Method 201A
Humidity
MIL-STD-202G, Method 103B, Test
Condition A. high RH (95%) and
elevated temperature (40
°
C) for 240
hours.
Salt Spray
MIL-STD-202G, Method 101D, Test
Condition B
Material
Body: Glass
Cap: Nickel–plated brass
Leads: Tin–plated Copper
Terminal Strength
MIL-STD-202G, Method 211A, Test
Condition A
Solderability
Reference IEC 60127 Second
Edition 2003-01 Annex A
Product Marking
Cap1: Brand logo, current and
voltage ratings
Cap2: Agency approval marks
Packaging
Available in Bulk (M=1000 pcs/pkg)
or on Tape/Reel (MRET1=1000 pcs/
reel)
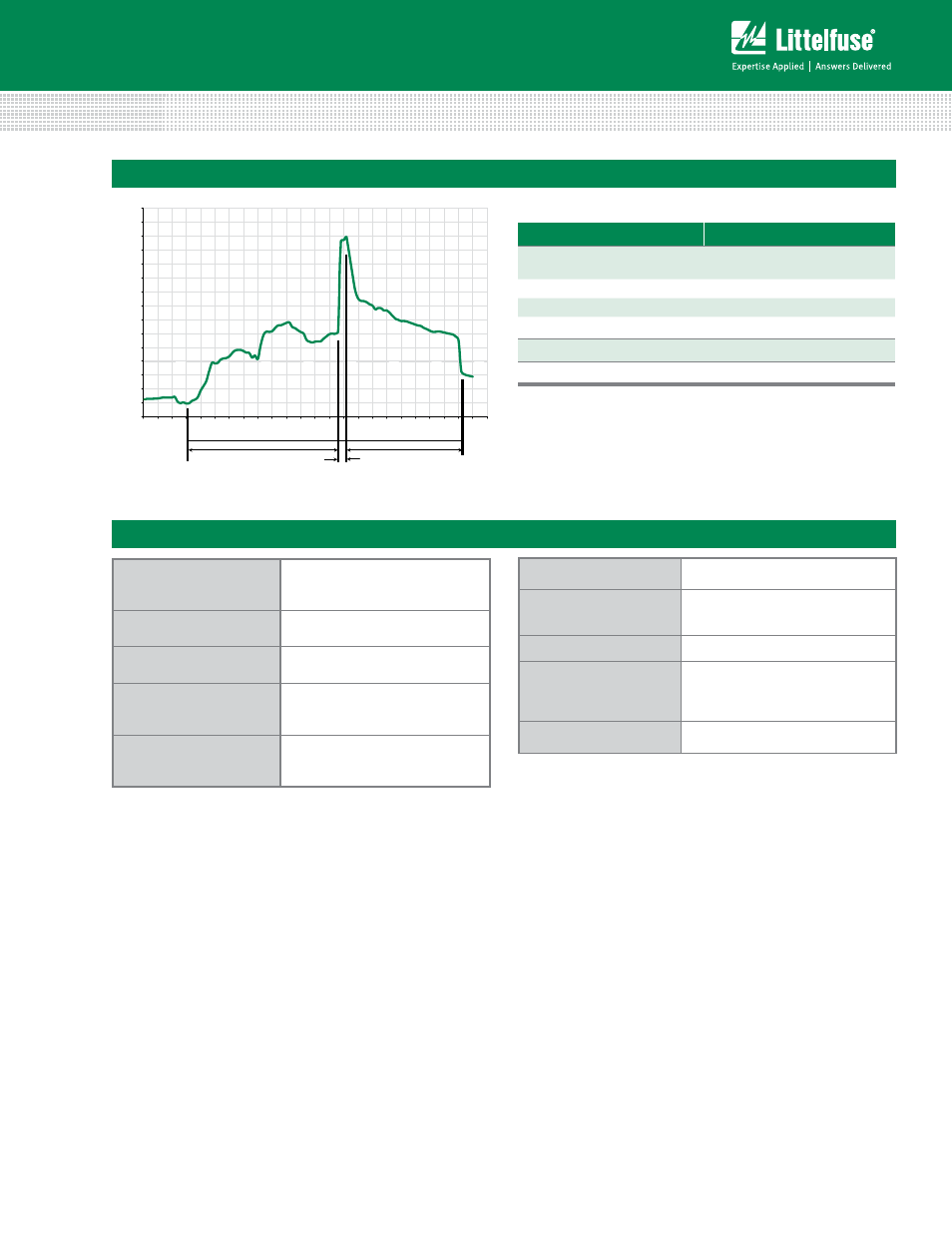
Soldering Parameters - Wave Soldering
Dwell Time
0
20
40
60
80
100
120
140
160
180
200
220
240
260
280
300
0
10
20
30
40
50
60
70
80
90
100
110
120
130
140
150
160
170
180
190
200
210
220
230
240
Time (Seconds)
Temperature (°C) - Measured on bottom side of board
Cooling Time
Preheat Time
Wave parameter
lead-Free Recommendation
preheat:
(Depends on Flux Activation Temperature)
(Typical Industry Recommendation)
Temperature Minimum:
100
°
C
Temperature Maximum:
150
°
C
Preheat Time:
60-180 seconds
Solder pot Temperature:
260
°
C Maximum
Solder Dwell Time:
2-5 seconds
Recommended Hand-Solder Parameters:
Solder Iron Temperature: 350° C +/- 5°C
Heating Time: 5 seconds max.
Note: These devices are not recommended for IR or
Convection Reflow process.
Recommended Process Parameters: