RIDGID 918I User Manual
Page 27
Ridge Tool Company
26
915, 916, 918, 918I
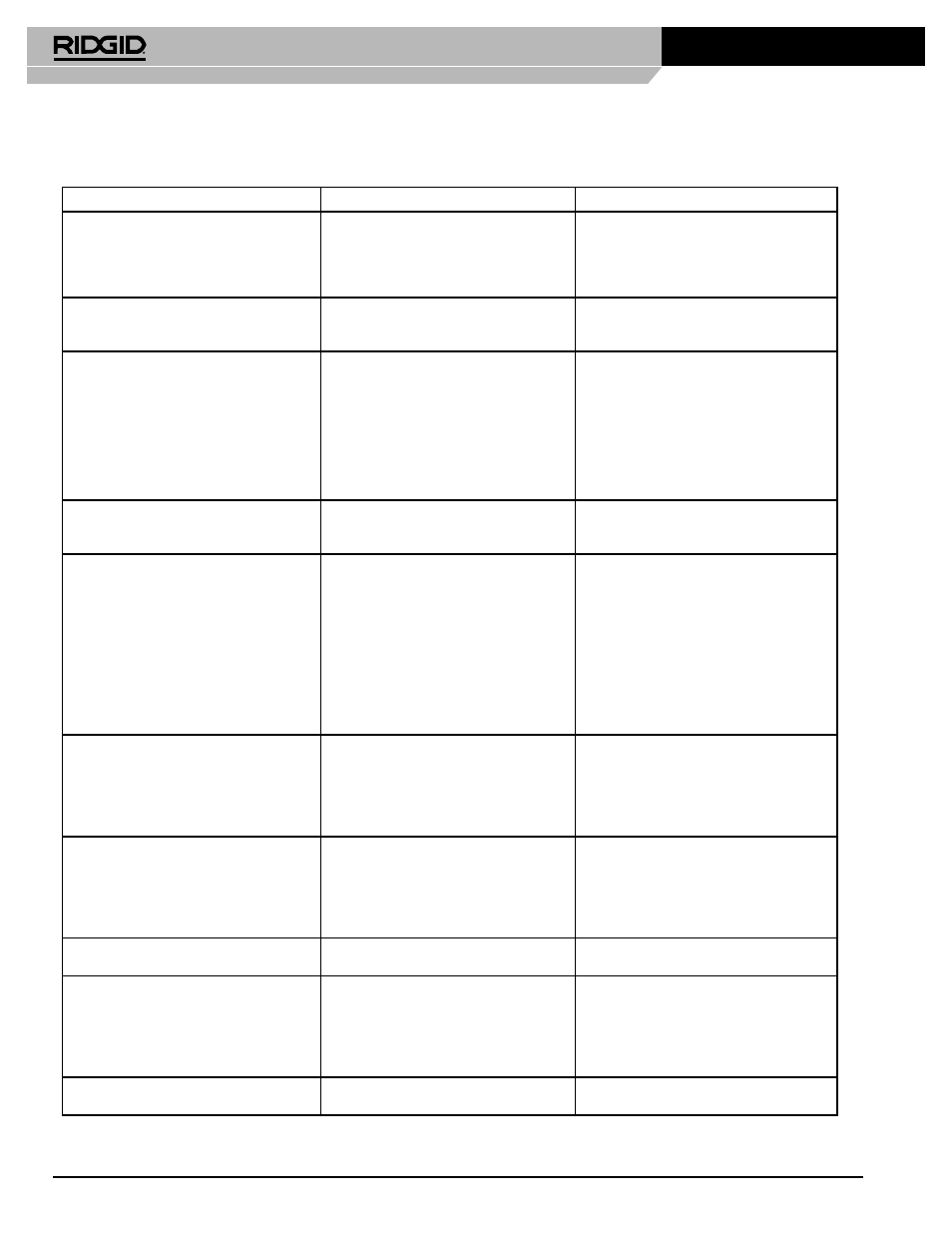
Tabella 3. Diagnostica
GUASTO
CAUSA PROBABILE
AZIONE CORRETTIVA
1. Scanalatura rullata troppo stretta o troppo
larga.
a. Dimensione errata dei rulli di scanalatura e
guida.
b. Errore di accoppiamento dei rulli di
scanalatura e guida.
c. Rullo scanalatore e/o rullo guida usurati.
a. Installare dei rulli di scanalatura e guida di
dimensioni corrette.
b. Accoppiare correttamente i rulli di scanalatura e
guida.
c. Sostituire i rulli usurati.
2. La scanalatura rullata non è perpendicolare
all’asse del tubo.
a. Lo spezzone di tubo non è diritto.
b. L’estremità del tubo non è perpendicolare
all’asse del tubo.
a. Usare un tubo diritto.
b. Tagliare l’estremità del tubo ad angolo retto.
3. Il tubo è tracciato durante la scanalatura.
a. Tubo non orizzontale.
b. L’asse del tubo non è spostato di ½° rispetto
all’asse del rullo guida.
c. L’asse del tubo non è spostato nella direzione
corretta.
d. Scanalatrice non orizzontale.
e. Vite di alimentazione non serrata. (915)
a. Regolare il supporto per mettere orizzontale il
tubo.
b. Spostare il tubo di 1/2°. (vedere Fig. 14, 15)
c. Vedere le istruzioni d’installazione.
d. Disporre orizzontale la scanalatrice.
e. Serrare la vite di avanzamento con il dente di
arresto per ogni giro.
4. Il tubo si sposta avanti e indietro sull’asse del
rullo guida durante la scanalatura.
a. Lo spezzone di tubo non è diritto.
b. L’estremità del tubo non è perpendicolare
all’asse del tubo.
a. Usare un tubo diritto.
b. Tagliare l’estremità del tubo ad angolo retto.
5. Il tubo oscilla lateralmente sul rullo guida
durante la scanalatura.
a. Estremità del tubo appiattita o danneggiata.
b. Punto più duro nel materiale del tubo o cordoni
di saldaturapiù duri del tubo.
c. Il motore di azionamento fa ruotare troppo
velocemente il tubo.
d. I rulli del cavalletto di sostegno del tubo non
sono nella posizione corretta per la
dimensione del tubo.
e. La velocità di avanzamento del rullo scanala-
tore è troppo lenta. (915)
a. Tagliare via l’estremità del tubo danneggiata.
b. Usare tubo di elevata qualità di durezza
uniforme.
c. Ridurre la velocità - cambiare a bassa velocità
o usare il motore RIDGID a 36 rpm 300, 535,
1233, 1224 o 1822.
d. Posizionare i rulli del cavalletto per tubo per le
dimensioni del tubo usato.
e. Far avanzare manualmente più rapidamente il
rullo scanalatore nel tubo.
6. La scanalatrice non riesce a produrre una
scanalatura nel tubo.
a. È stato superato lo spessore massimo di
parete del tubo.
b. Rulli errati.
c. Dado di regolazione non impostato.
d. Il motore di azionamento non fornisce la
coppia minima richiesta.
a. Consultare la tabella della capacità del tubo.
b. Installare i rulli corretti.
c. Impostare la profondità.
d. Usare il motore di azionamento RIDGID N° 300,
535, 1224, 1233 o 1822.
7. La scanalatrice non riesce a produrre una
scanalatura a specifi ca.
a. Superata la tolleranza massima del diametro
del tubo.
b. Errore di accoppiamento dei rulli di
scanalatura e guida.
c. Il materiale del tubo è troppo duro.
d. Vite di regolazione non impostata. (915/916)
a. Usare un tubo del diametro corretto.
b. Usare un set di rulli corretto.
c. Sostituire il tubo.
d. Impostare la profondità.
8. Il tubo scivola sul rullo guida.
a. La zigrinatura del rullo guida è intasata di
metallo o spianata dall’usura.
a. Pulire o sostituire il rullo guida.
9. La scanalatrice non riesce a far ruotare il tubo
durante la scanalatura.
a. La velocità di avanzamento manuale del rullo
scanalatore è troppo lenta (915/916).
b. Il motore di azionamento non fornisce la
coppia minima richiesta.
c. Mandrino non chiuso sulle spianature
dell’albero di trasmissione.
a. Far avanzare manualmente più rapidamente il
rullo scanalatore nel tubo.
b. Usare il motore di azionamento RIDGID N° 300,
535, 1224, 1233 o 1822.
c. Chiudere il mandrino.
10. L’unità motrice e la scanalatrice tendono a
rovesciarsi.
a. Sostegno insuffi ciente del tubo.
a. Usare (2) cavalletti per tubo per tutte le
lunghezze superiori a 36”.