Recommended adjustments – Southbend SB1014F User Manual
Page 28
-22-
For Machines Mfg. Since 7/09
EVS Toolroom Lathes
P R E P A R A T I O N
7.
After completing the previous step, stop the
spindle and move the gearbox range lever to
neutral, then move the spindle speed range
lever to high.
8.
Turn the lathe ON and let it run for ten
minutes in each speed of 400, 1000, and 2500
RPM.
9.
After
completing
Step 8, reduce the spindle
speed to 400 RPM and let the lathe run for a
final 15 minutes as a cool-down.
10.
Turn the lathe OFF.
11.
Change the oil in all of the reservoirs,
tighten the V-belts, and perform all
other lubrication steps mentioned in the
Maintenance section of this manual.
For your convenience, the adjustments listed
below have been performed at the factory.
However, because of the many variables involved
with shipping, we recommend that you at least
verify the following adjustments to ensure the
best possible results from your new machine.
Step-by-step instructions for these adjustments
can be found on the pages referenced below.
Factory adjustments that should be verified:
s
4AILSTOCK
s
#OMPOUND
s
'IB
Recommended
Adjustments
After the first 16 hours of use, the V-belts will
stretch and seat into the pulley grooves. The
V-belts must be properly re-tensioned after
this period to avoid reducing their useful life.
Refer to the V-Belts section on Page 69 for
detailed instructions.
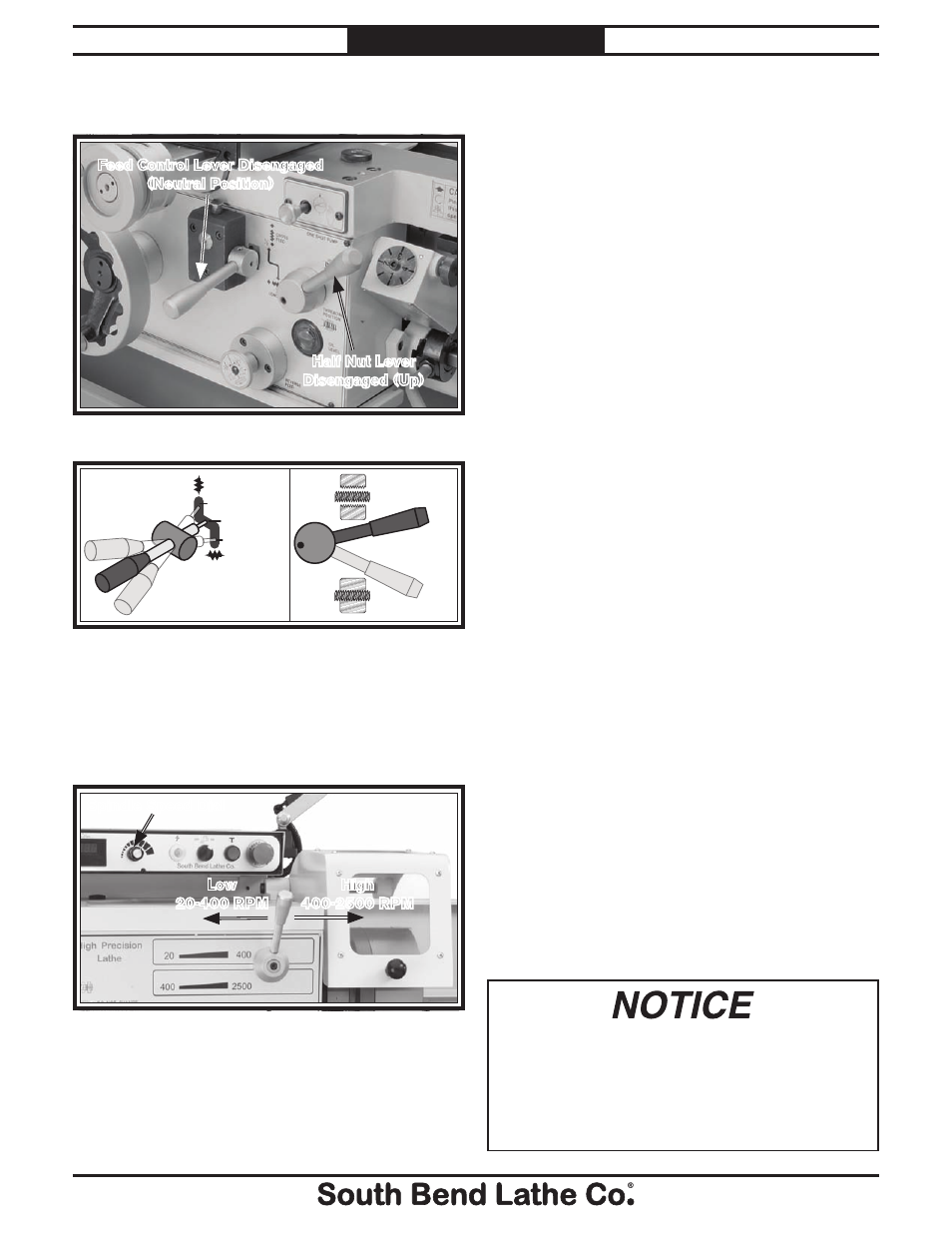
5.
Disengage the half nut and the feed control
levers shown in Figures 30–31.
Figure 30. Power fed and half nut levers disengaged.
Half Nut Lever
Disengaged (Up)
Feed Control Lever Disengaged
(Neutral Position)
6.
Turn the lathe ON, and let it run for ten
minutes in each speed of 20, 200, and 400
RPM, using the spindle speed dial (Figure
32) to adjust the speed.
Figure 32. Spindle speed controls.
Low
20-400 RPM
High
400-2500 RPM
Spindle Speed Dial
Figure 31. Feed control lever and half nut in
disengaged positions.
Engaged
HALF NUT
LEVER
Disengaged
Cross Slide
Neutral
FEED CONTROL
LEVER
Carriage