Cutting fluid, Feed rate – Grizzly G0561 User Manual
Page 28
-26-
g0561 7" x 12" Metal-Cutting Bandsaw
While simple in concept and function, many
issues must be taken into account to find and use
the correct cutting fluid. Always follow all product
warnings and contact the fluid manufacturer for
unanswered questions.
Use the selections below to choose the appro-
priate cutting fluids:
•
For cutting low alloy, low carbon, and gen-
eral-purpose category metals with a bi-metal
blade —use a water soluble cutting fluid.
•
For cutting stainless steels, high carbon, and
high alloy metals, brass, copper and mild
steels—use "neat Cutting oil" (commonly
undiluted mineral oils) that have extreme
pressure additives (ep additives).
•
For cutting cast iron, cutting fluid is not rec-
ommended.
•
For cutting magnesium, use only cutting fluid
that is designed for cutting this material.
remember: too much flow at the cutting fluid
nozzle will make a mess and can make the work
area unsafe; and not enough fluid at the cut will
heat the blade, causing the blade teeth to load up
and break.
Cutting fluid
BIOLOGICAL
AND
pOISON hAzArD! Use
proper personal protection
equipment when handling
cutting fluid and dispose
by following federal, state,
and fluid manufacturer
requirements to properly
dispose of cutting fluid.
the speed at which the saw blade will cut through
a workpiece is controlled by blade type, feed rate,
and feed pressure.
Note: If a lubricant is used on the cut, the feed
rate can be increased by approximately 15%.
To set the feed rate:
1. raise the bow to the maximum height to
remove spring tension. Close the on/oFF
valve to lock the bow in place.
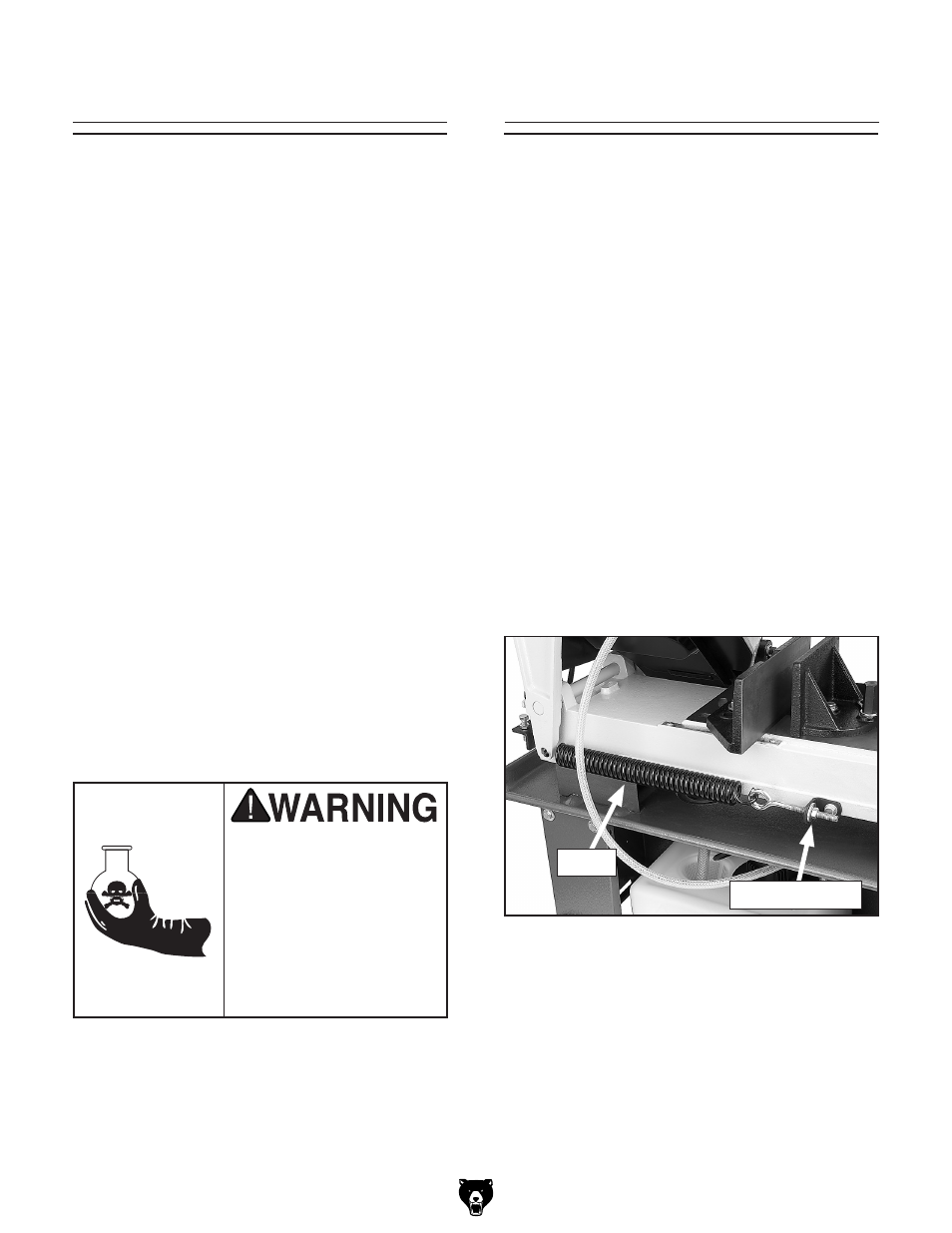
2. using a
9
⁄
16
" wrench, adjust the feed pressure
tension spring. tighten enough to remove
play but not enough to apply tension to the
spring (see
figure 34).
Note: This spring adjustment is an initial set-
ting. Depending on cutting circumstances,
you will have to fine-tune the feed pressure
with this adjustment. Increasing the spring
tension will reduce the feed pressure.
feed rate
3. Clamp the workpiece in the table vise.
4. Close the feed on/oFF valve shown in
figure 35, to lock the bow and blade a few
inches above the workpiece.
figure 34. spring tension adjustment.
spring
Adjustment nut