Choosing blades and speeds – Grizzly G0561 User Manual
Page 25
g0561 7" x 12" Metal-Cutting Bandsaw
-23-
8deeZg
6aadn
''.s)-'
,%&),
'%(s'&(
+'+*
-*"'%(
'++'
''%
+,
''%s*()
+,&+(
'%(
+'
-*
'+
('&
.-
&-%s''%
*)+,
.*s'&(
'.+*
')'
,*
+*s-*
'%'+
&-%s''%
*)+,
,*s&&-
'*(+
')+
,*
&%-s''*
((,*
&.+s(*)
+%&%-
'%(
+'
&&&s('&
().-
&*%s'%(
)++'
6ajb^cjb
6aadn
I]^c
IjWZ
6c\aZ
HiZZa
8VgWdc
HiZZa
HeZZY;EB
B$B^c
HeZZY;EB
B$B^c
HeZZY;EB
B$B^c
HeZZY;EB
B$B^c
BViZg^Va
IDDI=H:A:8I>DC
8JII>C
BViZg^Va
BViZg^Va
BViZg^Va
IddaHiZZa
BdaYHiZZa
=^\]"HeZZY
IddaHiZZa
6aadn
HiZZa
LViZg
=VgYZcZY
IddaHiZZa
HiV^caZhh
HiZZa
8GHiV^caZhh
HiZZa
;gZZBVX]^c^c\
HiV^caZhhHiZZa
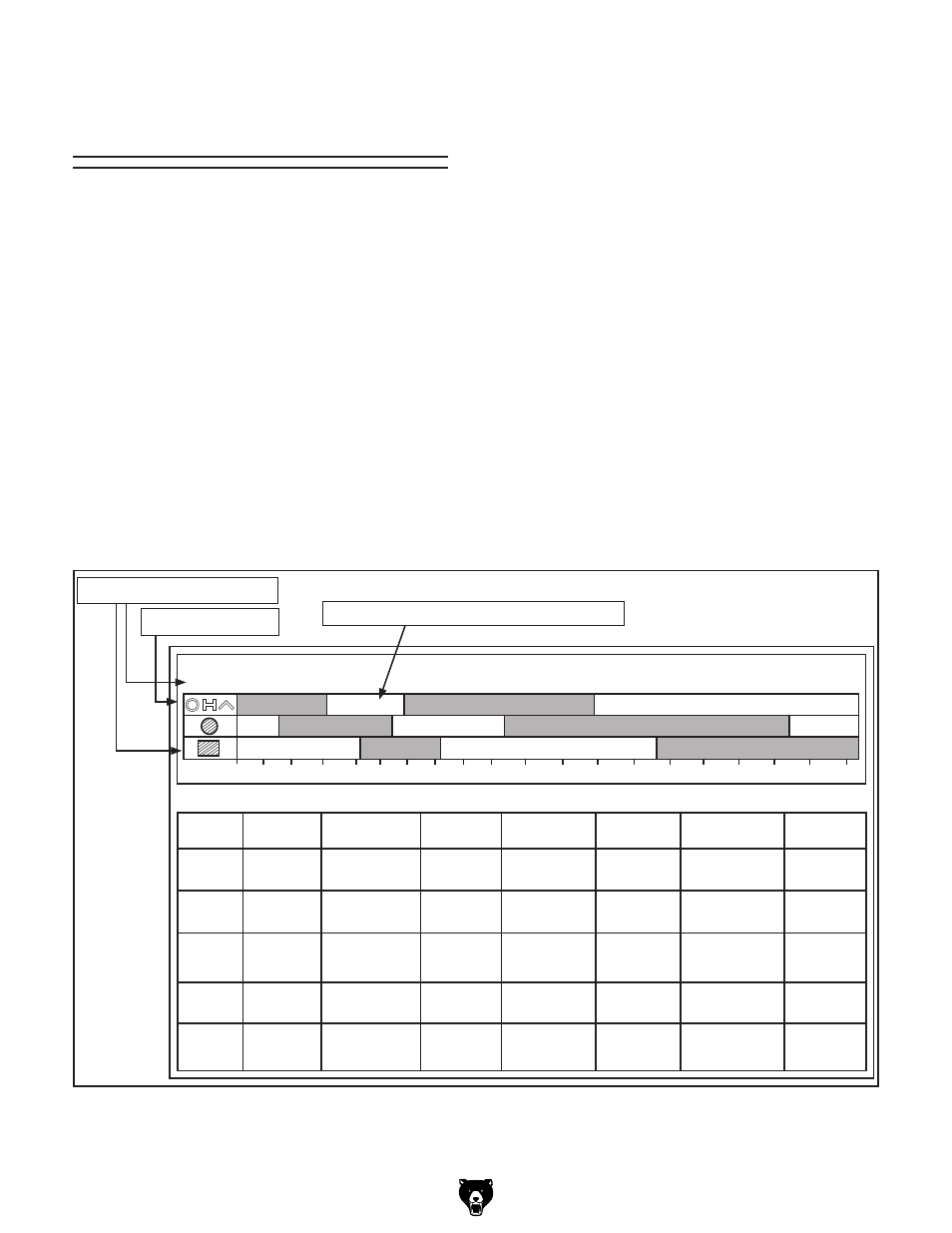
8Vhi>gdc 9jXi^aZ 6jhiZc^i^X 8Vhi>gdc BVaaZVWaZ 8Vhi>gdc EaVhi^Xh 8daY"Ldg` IddaHiZZa =di"Ldg` IddaHiZZa D^a"=VgYZcZY IddaHiZZa *% ' ( ) * + , - . &% && &' &( &) &* &+ &, &- &. ' ( ,* &%% &*% '%% '*% (%% (*% )%% '$( '$( '$( &#)$'#* &#)$'#* &#*$#- &#*$#- ($) ($) ($) )$+ )$+ *$- )*% bb ^cX] Material Width Material shapes teeth per inch variable pitch Blades figure 29. Blade selection and speed chart for metal cutting. selecting the right blade for the job depends on a the chart below is a basic starting point for choos- To select the correct blade TpI: 1. Measure the material thickness. this mea- surement is the length of cut taken from 2. refer to the "Material Width/diameter" row of the blade selection chart in figure 29 and read across to find the workpiece thickness 3. refer to the "Material shapes" row and find the shape and material to be cut. 4. in the applicable row, read across to the right and find the box where the row and column 5. the "Cutting speed rate recommendation" section of the chart offers guidelines for vari- Choosing Blades and Speeds
variety of factors, such as type of material being
cut, hardness of the material, material shape,
machine capability, and operator technique.
ing blade type based on teeth per inch (tpi) for
variable tooth pitch blades and for standard raker
type bi-metal blades/hss blades. however, for
exact specifications of bandsaw blades, contact
the blade manufacturer.
where the tooth enters the workpiece, sweeps
through, and exits the workpiece.
you need to cut.
intersect. listed in the box is the minimum
tpi recommended for the variable tooth pitch
blades.
ous metals, given in feet per minute (speed
FpM) and meters per minute in parenthesis.
Choose the speed closest to the number
shown in the chart.