MK Products Copperhead Weldhead User Manual
Page 12
CopperHead
®
Owner’s
Manual - Page
4
5. Repeat the process for the opposite side of the weldhead.
6. Once completed, check the alignment of the parts. A misalignment may
be corrected by moving the left or right plunger in or out by a fraction of
a turn and then repeating the opposite action to the opposing plunger on
the same Collet.
Tungsten Electrode
The recommended tungsten type to be used in the CopperHead
®
and the MK
orbital welding system is 2% Ceriated, 1/16” diameter and .040” diameter.
Appendix E gives the MK part numbers for pre-ground tungsten electrodes.
These lengths of tungsten are long enough to allow the setscrew to securely
hold the tungsten while maintaining a relatively close arc gap, and keep the
tungsten from sticking out the back of the rotor while using a large arc gap.
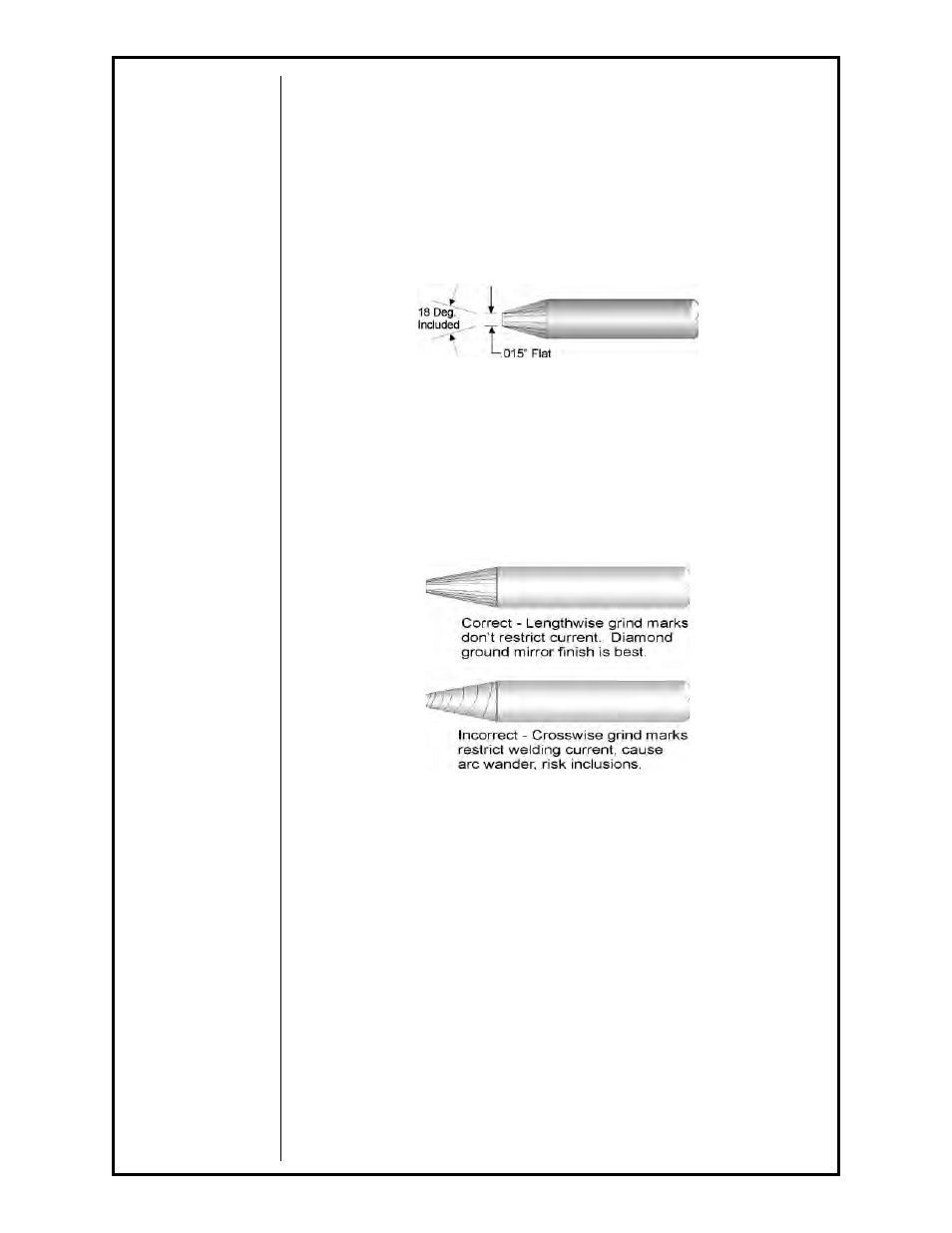
Tungsten Geometry
The recommended grind angle and shape for tungsten is 18° included
angle and a .015” flat (Figure 3). Regardless of the electrode tip geometry
selected; it is important that consistent electrode geometry be used once a
welding procedure is established.
Changes in electrode geometry can significantly influence the weld bead
shape and size; therefore, electrode tip configuration is a welding variable
that should be defined during procedure development.
Tungsten Preparation
Tungsten electrodes should be properly ground for consistent results. If
the electrode is to be hand ground, use a dedicated diamond wheel. The
grinding marks should be perpendicular to the tungsten electrode or poor arc
starts, arc wander and inclusions occur (See Figure 4). No other parts should
be ground with these wheels, since contamination of the elctrode could
result and create problems with arc initiaion, arc wander during the weld and
tungsten inclusions in the weld bead.
All tungsten supplied by MK Products, Inc. is prepared using the latest
manufacturing techniques in order to meet the geometry specifications as
described above.
Installing the Tungsten Electrode
The electrode is mounted in the rotor and held in place with a setscrew.
There are up to three tungsten holes: .040”, 1/16” and 3/32”. Typically, the
Figure 4
Figure 3