MK Products Copperhead Weldhead User Manual
Page 11
CopperHead
®
Owner’s
Manual - Page
3
Collet Selection
The Collets mount to the side-plates of the weldhead and maintain the weld
joint alignment of the parts to be welded. The Collets are manufactured to
correspond with the outside diameter of the material to be welded. Each
set of Collets has two Collet halves; top and bottom. Two sets of Collets are
needed to weld two tubes together.
The Collet halves are identified “TOP” and “BOT”. The top Collet-half is
distinguished by adjustable brass-tipped plungers. (See Collet Adjustment
Section for proper setting of these setscrews).
Collets are available in many different sizes and configurations.
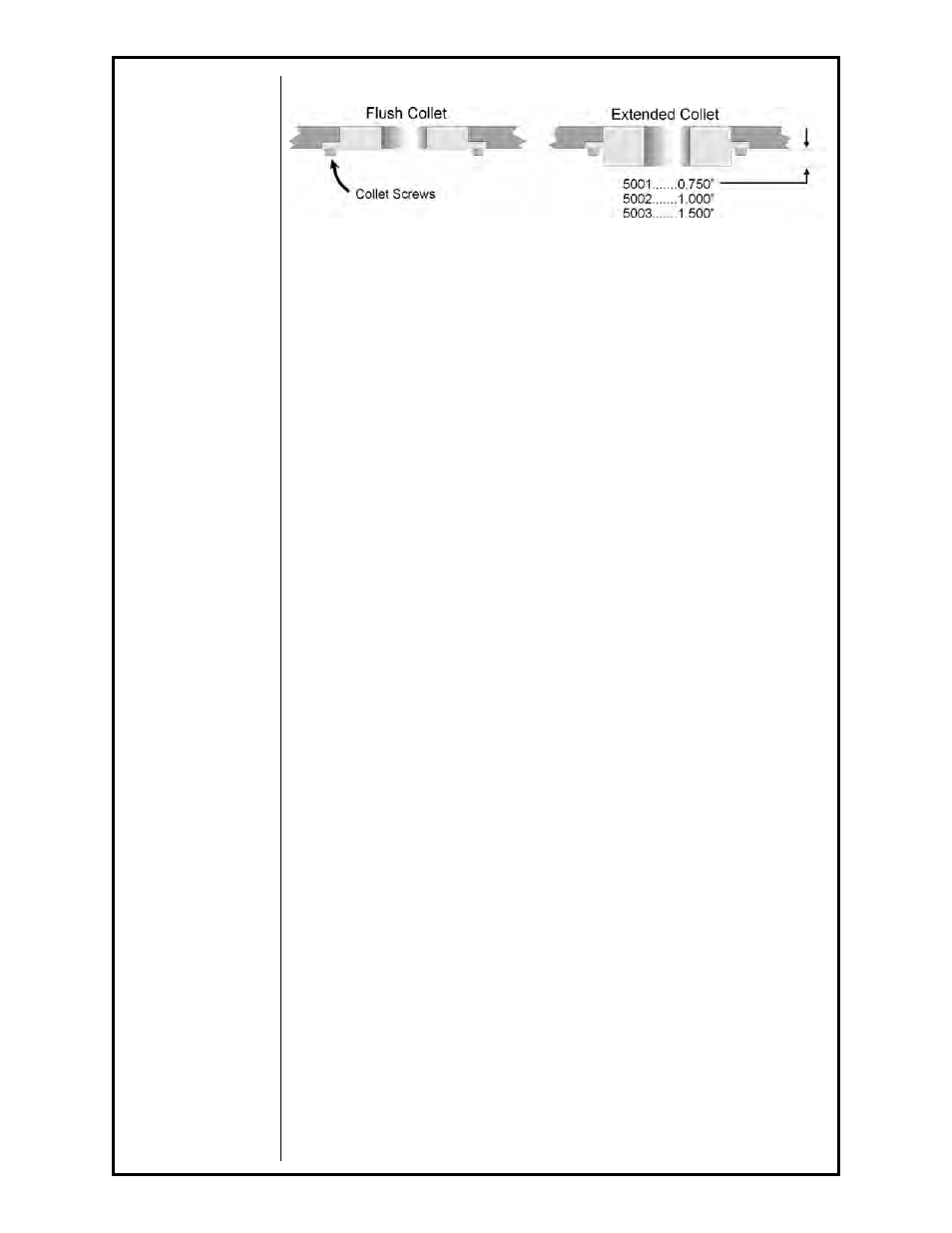
When axial clearance is of prime importance; Flush Collets should be used.
Flush Collets attach to the weldhead side-plates and add no additional width
to the weldhead. Flush Collets are most widely used where space around
the weldhead is limited or when welding fittings with odd-shaped bodies that
are close to the weld joint.
Where possible, Extended Collets should be used since they provide
better alignment control of the parts to be welded. When using two sets of
Extended Collets, the width of the Collets may add up to 1.5 inches to each
side of the weldhead (See Figure 2).
Custom Collets and fitting holders can be adapted to fit on the
CopperHeads
®
; depending on the dimensions of fittings, ferrules, valve
bodies and/or special tube-bends. Contact the factory for information on
Specialty Collets.
Collet Adjustment
The parts to be welded are held in place by the Collets. The tolerance of the
outside diameter of tubes and pipes vary, so these variations are handled
through the use of brass-tipped setscrews, referred to as plungers, in the
top Collet halves. These plungers not only make up the diameter difference
between the Collet and the part to be welded, but they also act as an aid in
the grounding path between the weldhead and the tube or pipe to be welded.
The tube or pipe is forced down into the bottom halves of the Collets, which
are screwed to a line-bored concentric face in the weldhead side-plates.
The plungers are adjusted as follows:
1. Back the plungers out until the brass tip is flush or below the surface of
the bored Collet surface.
2. Place the parts to be welded into the Collets and clamp down the latches.
Adjust the latching mechanism of the weldhead to ensure a tight, but not
overly-tight clamping of the Side Plate Clamp.
3. Alternately adjust the plungers on one side of the weldhead until contact
is made, and then add about 1/4 turn more.
If using Extended Collets, adjust the outboard plungers only until contact
is made and no more.
4. At this point the tube should be firmly held in place. The tube should not
turn if attempting to rotate it by hand.
Figure 2