Kemppi Pulse 3000 MVU User Manual
Page 16
EN
3.3.5 timer
Intermittent welding
Spot welding
The spot time is set immediately after pressing the switch button, on the display SPt. The
pause time is set accordingly, on the PSE display. The time is set using the Process Manager.
3.3.6 adjustment of welding dynamics
For adjusting of MIG/MAG welding dynamics, the adjustment value dyn -9...0...9 is displayed.
The welding stability and quantity of spatter are affected by the welding dynamics control,
the 0-position is the recommended reference range. Values -9...-1 give a smoother arc and less
spatter, while values 1...9 give a rougher arc and increased stability, when using a 100% CO²
shielding gas when welding steel.
3.3.7 remote control
Gun control, wire feed speed or welding power control is changed using RMT 10. Control of
the welding voltage or the length of the welding arc can be adjusted using the potentiometer
on the panel. Panel control, adjustments using the potentiometer on the panel.
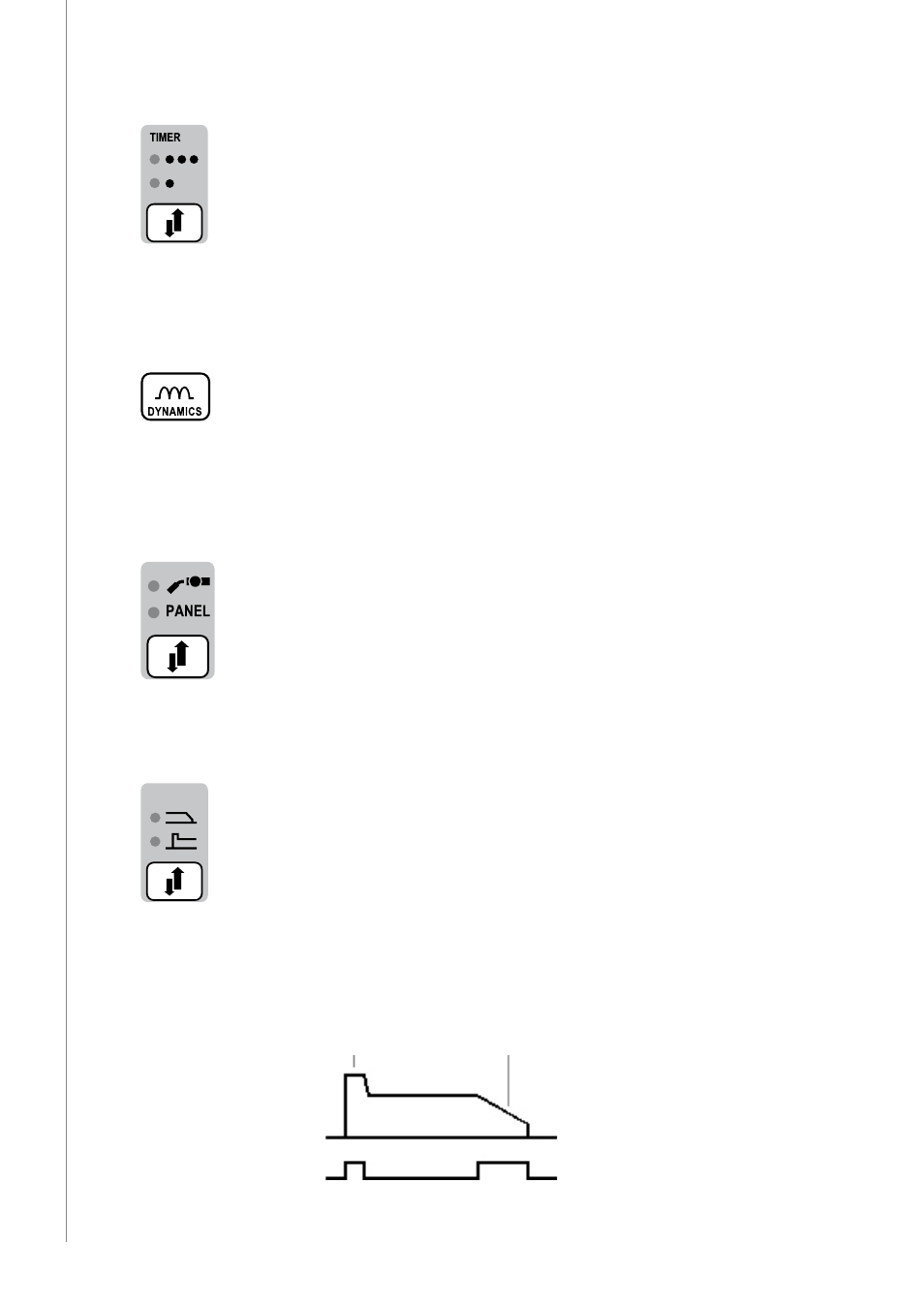
3.3.8 mig extra functions
Crater filling, 1-MIG and pulse MIG:
Crater filling reduces welding mistakes caused by end craters. By pressing the 4T-trigger
continuously at the end of weld, a descending welding power is achieved which fills end
craters in a controlled manner. The descending time is kept constant using the 2T function,
and the welding power and end level can be changed using the SETUP-function.
Crater filling
Hot Start
Wire range/
power/Welding
current
Start switch 4T
14
Kempac
t P
ulse 3000 MVU / © Kemppi O
y / 1026