Kemppi Pulse 3000 MVU User Manual
Page 11
EN
2.12 aDjustment OF tigHtness OF sPOOl BraKe
Brake force can be adjusted through the hole in the spool hub’s locking device of spool hub by
screwing the control screw with a screwdriver. Adjust the braking force so that it is sufficient
to prevent the wire from becoming too loose on the spool and spilling when the spool stops
rotating. The greater the wire feed speed, the greater the braking force required. Do not keep
the brake unnecessarily tight, since this will impose a strain on the motor.
2.13 sHielDing gas
The MIG shielding gas consists of carbon dioxide, mixed gases and argon. Shielding gas
flow rate is determined by the amount of welding current. The typical flow rate of gas in the
welding steel is 8-15 l /min.
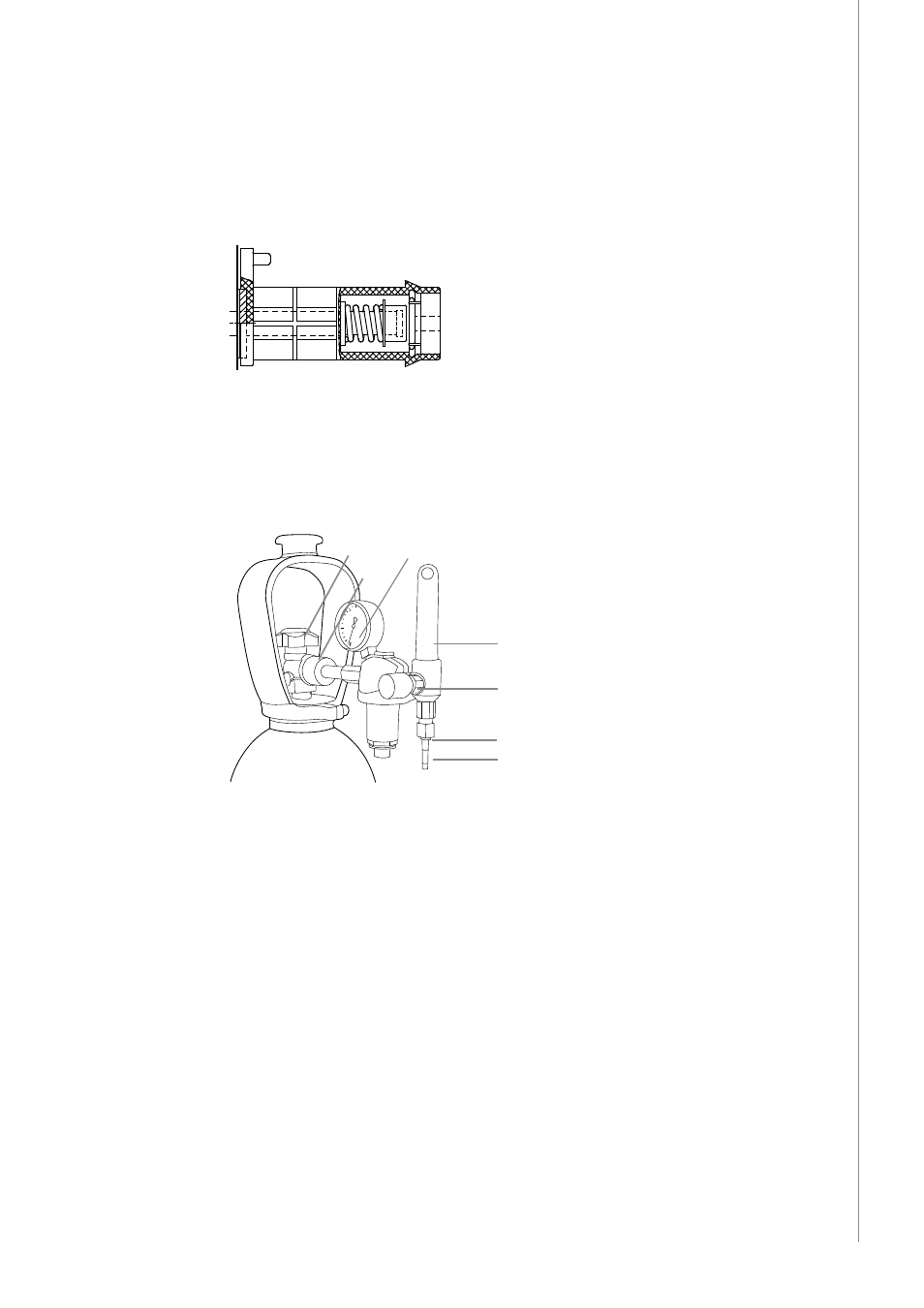
Parts of gas flow regulator
E
B
D
G
A
F
C
A.
Gas bottle valve
B.
Press regulation screw
C.
Connecting nut
D. Hose spindle
E.
Jacket nut
F.
Gas bottle pressure meter
G.
Gas hose pressure meter
The following installation instructions are valid for most gas flow regulator types:
1.
Step aside and open the bottle valve (A) for a while to blow out possible impurities.
2.
Turn the press regulation screw (B) of the regulator until no spring pressure can be felt.
3.
Close the needle valve if there is one in the regulator.
4.
Install the regulator onto bottle valve and tighten the connecting nut (C) with a wrench.
5.
Install the hose spindle (D) and jacket nut (E) into the gas hose and tighten with a hose
clamp.
6.
Connect the hose with the regulator and the other end with the wire feed unit. Tighten
jacket nut.
7.
Open the bottle valve slowly. The gas bottle pressure meter (F) shows bottle pressure.
Note! Do not use the whole contents of the bottle. The bottle pressure should be filled
when bottle pressure is 2 bar.
9
Kempac
t P
ulse 3000 MVU / © Kemppi O
y / 1026