Cnc interface signals, Cnc signal descriptions – Hypertherm PHC Sensor User Manual
Page 30
30
Sensor™ PHC Operation and Setup Guide
CNC Interface Signals
See Figure 14 on page 29 for an illustration.
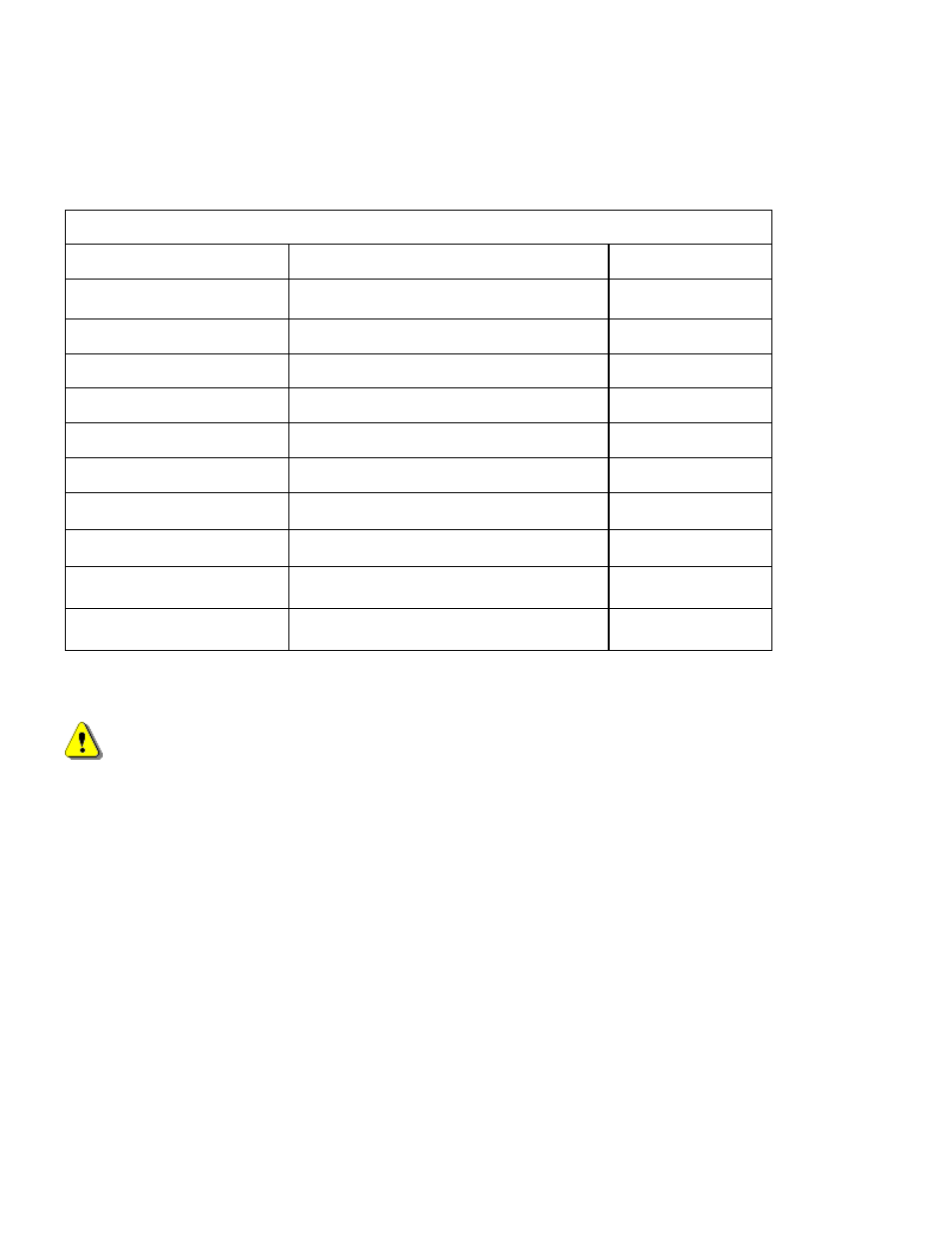
CNC Interface Signals 25-pin D Subconnector
Name
Pair ~ Pin #s (wire color)
Signal Type
Cycle Start
In + 11 (red) ~ In - 23 (blue)
Isolator input
Auto Disable / Corner Hold
In + 10 (red) ~ In - 22 (green)
Isolator input
IHS Sync
In + 9 (red) ~ In - 21 (white)
Isolator input
IHS Complete
Out + 18 (black) ~ Out - 5 (yellow)
Isolator output
Motion
Out + 17 (black) ~ Out - 4 (blue)
Isolator output
Retract Complete
Out + 16 (black) ~ Out - 3 (green)
Isolator output
Error or Breakaway
(DIP switch selectable)
Out + 15 (black) ~ Out - 2 (white)
Isolator output
Interlock
14 (black) ~ 1 (red)
contact closure required
Isolator & relay coil
Field +12V
12 (red), 24 (yellow), 13 (yellow),
25(brown)
Field power output
Field Common
6 (brown), 19 (black), 8 (black), 20
(orange)
Field power
common
Note: All required signals are shown in bold. All other signals are optional for multiple torch operation,
improved performance, or reduction in cycle times.
WARNING:
Observe optoisolator signal polarities to prevent damage to the control unit.
CNC Signal Descriptions
Use a customer supplied mating 25-pin D subconnector or cut off the unused connector and wire directly to the
appropriate signals.
Cycle Start
This signal is an output from the CNC and an input to the PHC. The CNC activates this signal to begin the
Initial Height Sensing and start a plasma cut.
Auto Disable / Corner Hold
This output from the CNC is activated to turn off the automatic voltage control and freeze the position of the
torch. This signal is optional but improves performance and is usually used to prevent diving in corners. This
signal is required if PHC pierce delay has been disabled and the CNC is controlling the pierce delay time. In
this case, the “Auto Disable” is activated during the “Pierce Delay Time” as well as the subsequent “Accel
Delay” to allow machine motion to reach a steady cutting speed.