Gullco GK-200-RLx-A User Manual
Page 17
15
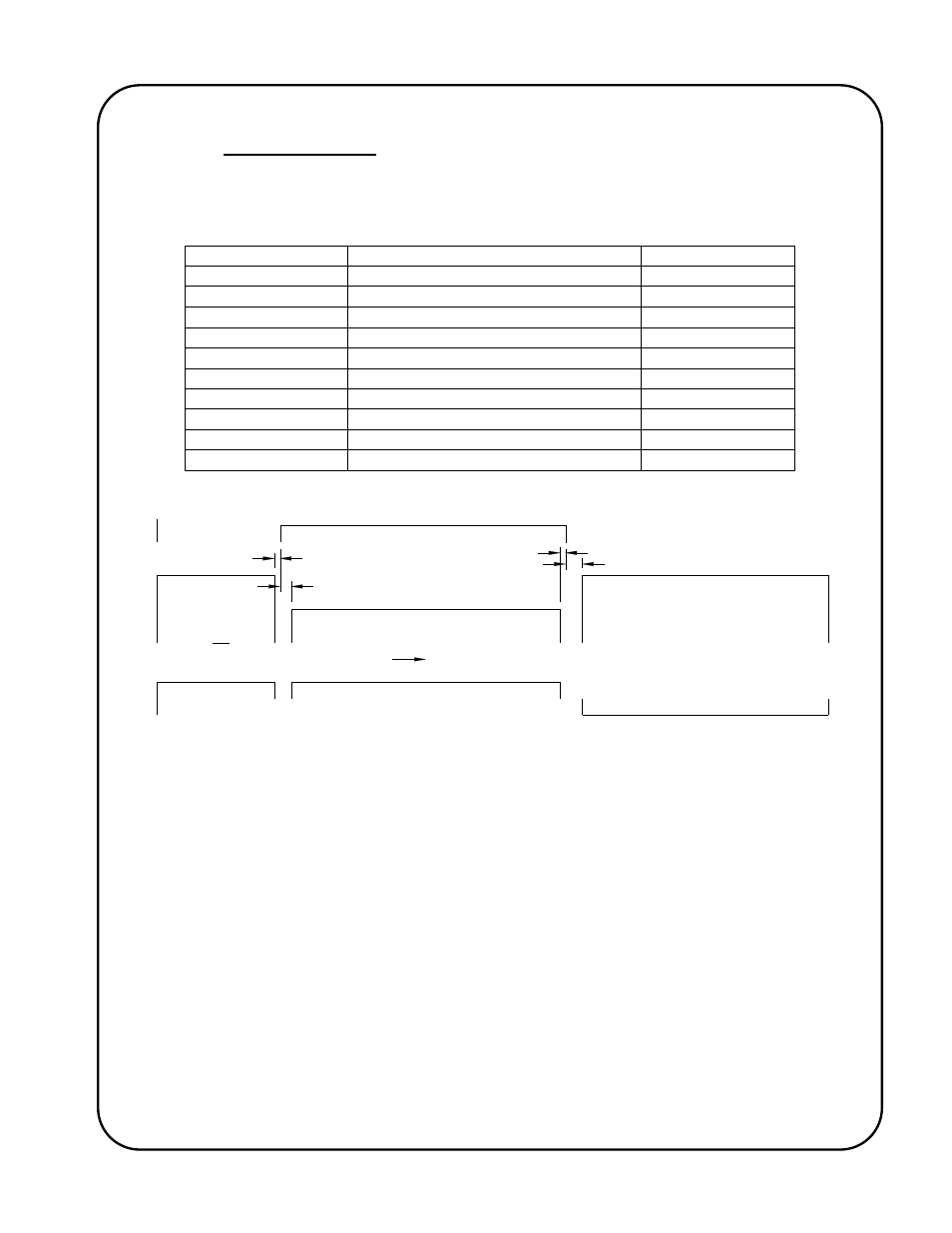
Factory Settings:
The following table shows the settings/values of the Programmable Parameter/Variables as
supplied from the factory:
Switch Position
Parameter
Value
P. 1
Travel Motion Delay
00.3 (seconds)
P. 2
Crater Fill Delay
00.5 (seconds)
P. 3
Post Weld Delay
01.0 (seconds)
P. 4
Weld Direction
Forward
P. 5
Advance To Center Limit Switch
On
P. 6
Stitch Weld Selection
Off
P. 7
No-Weld Spacing (Stitch Weld)
- - -
P. 8
Weld back track
0.0
P. 9
Automatic Return To Home
On
P. 10
Continual Forward & Reverse
Off
0.7 sec.
Arc Signal Relay
C.L.S.
R.L.S.
Fwd
Rev
On
Off
Speed
Travel
Time
0.3 sec.
C.L.S.
F.L.S.
1 sec.
0.5 sec.
R.L.S.
The cycle, if uninterrupted, will function as follows:
The reverse limit switch (home limit switch) must be activated, the Runs/Stop switch in the Run
position and the Forward/Neutral/Reverse switch in the Forward position to initiate the cycle. The
carriage will then travel at full speed until the activation of the center limit switch (weld start location)
at which time the carriage will stop. A fixed timing delay of 0.7 seconds will elapse to allow the
carriage to come to a complete rest before the Arc Signal Relay is energized. An adjustable delay
of 0.3 seconds will then elapse to allow for any preflow feature and to allow the arc to establish prior
to the carriage starting to travel forward at the welding speed set by the speed potentiometer.
When the forward limit switch (end of weld travel) is activated the carriage travel will stop. An
adjustable delay of 0.5 seconds will then elapse to allow the filling of the weld crater, prior to de-
energizing the Arc Signal Relay. Another adjustable delay of 1 second then elapses, keeping the
carriage stationary to allow for any burn-back and or postflow features, before the carriage starts to
travel in reverse at full speed. The center limit switch is ignored and the Arc Signal remains de-
energized on the Return To Home Routine (as the Weld Direction parameter is set to Forward
only). When the reverse limit switch (home limit switch) is activated the carriage travel will stop and
the cycle is then complete. The display will show “End” until reset by either the
Forward/Neutral/Reverse switch being placed in the Neutral position or the Run/Stop switch being
placed in the Stop position.