Checkline TI-25P User Manual
Page 7
– 7 –
4.0 C
ONDITION AND
P
REPARATION OF
M
EASURING
S
URFACE
In any ultrasonic measurement scenario, the shape and roughness of the test
surface are of paramount importance. Rough, uneven surfaces may limit the
penetration of ultrasound through the material, and result in unstable, and
therefore unreliable, measurements. The surface being measured should be clean,
and free of any small particulate matter, rust, or scale. The presence of such
obstructions will prevent the transducer from seating properly against the surface.
Often, a wire brush or scraper will be helpful in cleaning surfaces. In more
extreme cases, rotary sanders or grinding wheels may be used, though care
must be taken to prevent surface gouging, which will inhibit proper transducer
coupling.
Extremely rough surfaces, such as the pebble-like finish of some cast irons,
will prove most difficult to measure. These kinds of surfaces act on the sound
beam like frosted glass on light, the beam becomes diffused and scattered in all
directions.
In addition to posing obstacles to measurement, rough surfaces contribute to
excessive wear of the transducer, particularly in situations where the transducer is
“scrubbed” along the surface. Transducers should be inspected on a regular basis,
for signs of uneven wear of the wearface. If the wearface is worn on one side
more than another, the sound beam penetrating the test material may no longer be
perpendicular to the material surface. In this case, it will be difficult to exactly
locate tiny irregularities in the material being measured, as the focus of the
soundbeam no longer lies directly beneath the transducer.
– 14 –
10.0 A
PPENDIX
A: A
PPLICATION
N
OTES
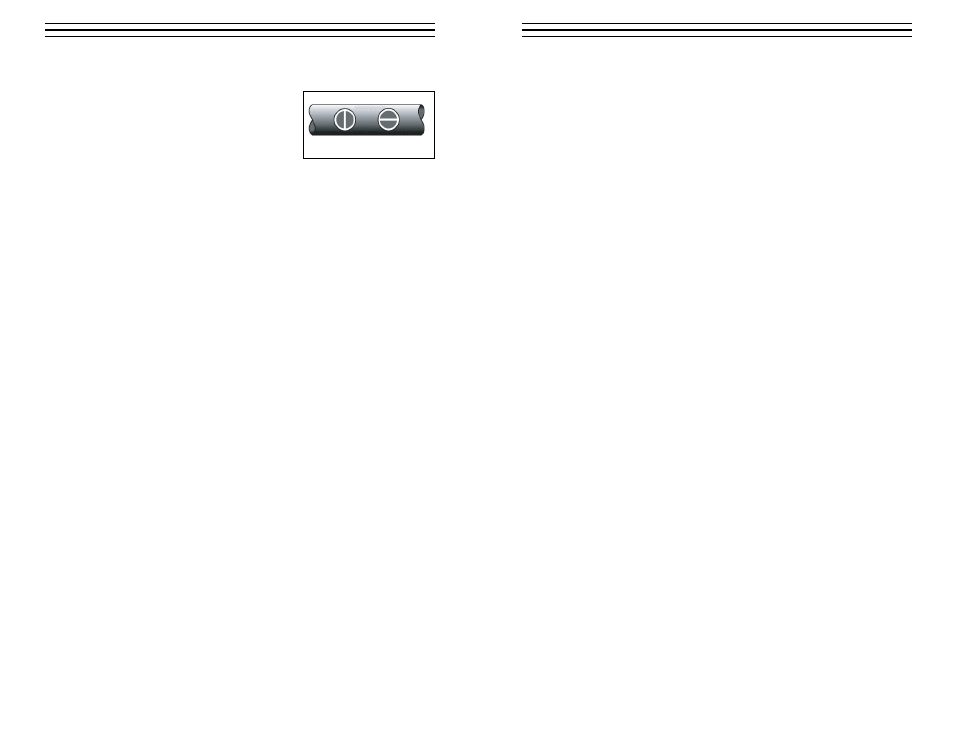
Measuring pipe and tubing
When measuring a piece of pipe to determine
the thickness of the pipe wall, orientation of
the transducers is important. If the diameter
of the pipe is larger than approximately four
inches, measurements should be made with the transducer oriented so that
the gap in the wearface is perpendicular (at right angle) to the long axis
of the pipe. For smaller pipe diameters, two measurements should be
performed, one with the wearface gap perpendicular, another with the gap
parallel to the long axis of the pipe. The smaller of the two displayed values
should then be taken as the thickness at that point.
Measuring hot surfaces
The velocity of sound through a substance is dependent upon its
temperature. As materials heat up, the velocity of sound through them
decreases. In most applications with surface temperatures less than about
200°F (100°C), no special procedures must be observed. At temperatures
above this point, the change in sound velocity of the material being
measured starts to have a noticeable effect upon ultrasonic measurement.
At such elevated temperatures, it is recommended that the user perform a
calibration procedure (refer to page 9) on a sample piece of known
thickness, which is at or near the temperature of the material to be
measured. This will allow the TI-25P to correctly calculate the velocity of
sound through the hot material.
When performing measurements on hot surfaces, it may also be necessary
to use a specially constructed high-temperature transducer. These transduc-
ers are built using materials which can withstand high temperatures. Even
so, it is recommended that the probe be left in contact with the surface for
as short a time as needed to acquire a stable measurement. While the
transducer is in contact with a hot surface, it will begin to heat up itself,
and through thermal expansion and other effects, may begin to adversely
affect the accuracy of measurements.
Measuring laminated materials
Laminated materials are unique in that their density (and therefore sound-
velocity) may vary considerably from one piece to another. Some laminated
materials may even exhibit noticeable changes in sound-velocity across a
single surface. The only way to reliably measure such materials is by
performing a calibration procedure on a sample piece of known thickness.
Ideally, this sample material should be a part of the same piece being
measured, or at least from the same lamination batch. By calibrating to
each test piece individually, the effects of variation of sound-velocity
will be minimized.
Perpendicular Parallel