Model 227 operation manual – Arc Machines 227 User Manual
Page 75
MODEL 227
OPERATION MANUAL
Doc # 740063 Rev E
SECTION VII - CALIBRATION
7.3
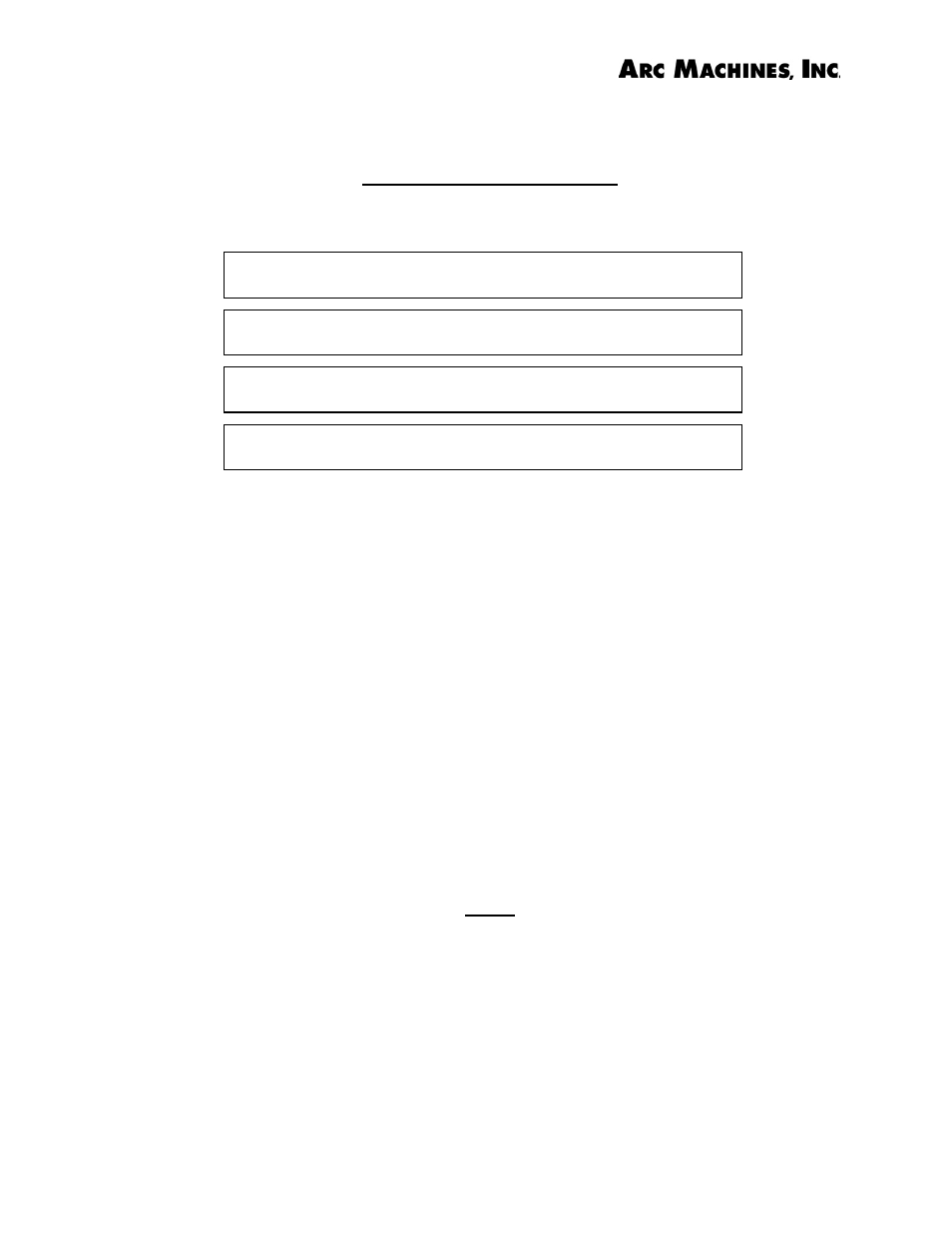
ARC VOLTAGE CONTROLLER (AVC) CALIBRATION Cont.
LVL
1
OSC AMPL
.500
IN EXC OUT
0.5 0.5 0.5
PRE-PURGE-POST
5 10
UP-SLOPE-DOWN
1.0 10
ROT--DLY
CW 1.0
STR WFDLY STP
0.0 0.0
RETRACT
0.0
T/MODE
MAN
STLV
25
OSC
OFF
STR AVDLY STP
1.0 0.0
STR/ MODE
TOUCH
RESPONSE
3
2. Prepare the system to strike an arc.
3. Set up a Weld Head on a pipe or plate adequate to withstand 100 amperes without
rotation.
4. Prepare to install the DMM positive lead on to the Guide Ring and the negative
lead to the electrode on the torch. If using RF start instead of Touch Start DO
NOT connect the DMM until after the arc is established.
5. Set WELD/TEST Mode (on RP or Panel) to WELD.
6. Press SEQUENCE START. After the arc is established and meter is connected
the DMM should read 10.0 VDC +/- 0.1 VDC.
7. If out of Tolerance adjust TR-3 on the center plate until the reading is correct.
8. When Arc Voltage is correct press Sequence Stop.
7.4
TORCH OSCILLATION (OSC) AMPLITUDE CALIBRATION
A weld schedule is required for OSC calibration. The first time calibration is
performed this schedule will have to be CREATED. Step 1 (next page) has a place
for writing in the Weld # after it has been created.
NOTE
The adjustment for OSC Calibration is located on the Center Plate under the
computer cover (front panel housing). Turn the Power OFF and unscrew the two
computer cover retaining screws in the front. Lift up on the cover and expose the
center plate. Prop the cover up so it will not fall but so you can still operate the
system. Locate the adjustment screw labeled “TR4” and turn the power back to ON.
7.5