Advertencia – Craftsman 196.205690 User Manual
Page 44
Attention! The text in this document has been recognized automatically. To view the original document, you can use the "Original mode".
voltaje (calor) recomiendan para su t^bajo de
soldadura. El selector de VOLTAJE ccxitrola el
calor para soldar. En esta soldadora hay ocho
selecciones de voltaje (calor) marcadas con
las letras “A” la “D”. La posición “A" es la de
menor voltaje (cabr) y la posición “D” es la de
mayor voltaje (cator).
15. Graduar el control de VELOCIDAD
DEL ALAMBRE a la mitad del rango.
16. Apretar el gatillo de la pistola soldadora
para alimentar alambre a través de la
pistola.
17. Soltar el gatillo cuando salgan unos tres
centímetros por la boca de la pistola.
18. Seleccionar una punta de contacto
estampada con el mismo diámetro del
alambre que se va a usar. Si está
estampada en unidades métricas, ver
la sección DESCRIPCIÓN.
Nota: Debido a las variaciones propias del
alambre soldador de núcleo fundente
autoprotegido, podría obstruirse y sería
necesario usar una punta de un número más
grande que el alambre soldador.
19. Deslizar la punta de contacto sobre el
alambre que sobresale de la boca de la
pistola y enroscarla apretando
firmemente a mano.
20. Instale la boquilla en la pistola. Para
obtener los mejores resultados, cubrir
el interior de la boquilla con aerosol o
gel antiadherente (#4312 del catálogo,
no se incluye).
21. Cortar el exceso de alambre que
sobresale por la boquilla.
REGULACIÓN DE LA TENSIÓN DEL
MECANISMO DE AVANCE
ADVERTENCIA
Para reducir el riesgo por destellos del arco,
asegurarse que al salir el alambre soldador de
la pistola, no haga contacto con la pinza de
conexión a tierra, ni otra pieza de metal
conectada a tierra, durante el proceso de ajuste
de tensión del mecanismo, porque se podría
formar un arco eléctrico.
1. Apretar el gatillo de la pistola.
2. Girar la perilla tensore de avance en
el sentido del reloj, aumentando la
tensión del alambre hasta que sienta
que se alimenta bien sin resbalar.
44
CAMBIO DE POLARIDAD
Esta soldadora permite cambiar la polaridad de la
corriente de soldar. Se puede seleccionar CD ya
sea de polaridad regular (CD - soldadura de
núcleo fundente) o polaridad inversa (CD + MIG).
Para soldar acero con alambre macizo, acero
inoxidable, endurecer acero con alambre de
núcleo fundente o para soldar acero con alambre
de silicio y bronce, seleccionar CD de polaridad
inversa (CD + MIG). Al usar alambre de acero con
núcleo fundente autoprotegido, usar CD de
regular (CD - soldadura de núcleo fundente).
Cambiar la polaridad de la soldadora mediante los
siguientes pasos. En la Figura 6 se ilustra la
posición de las barras en el bloque de polaridad
para cada polaridad..
ADVERTENCIA
iLAS DESCARGAS ELECTRICAS PUEDEN
MATAR!
Para reducir el riesgo de descarga
eléctrica, siempre desconectar la soldadora del
tomacorriente (CA) antes de cambiar polaridad.
PRECAUCIÓN
No use llaves de trinquete, regulables ni de
otro tipo para ajustar las tuercas en la barra
de polaridad. Sólo ajustarlas a mano porque
si se aplica demasiada tensión en una de las
perillas podría romperse.
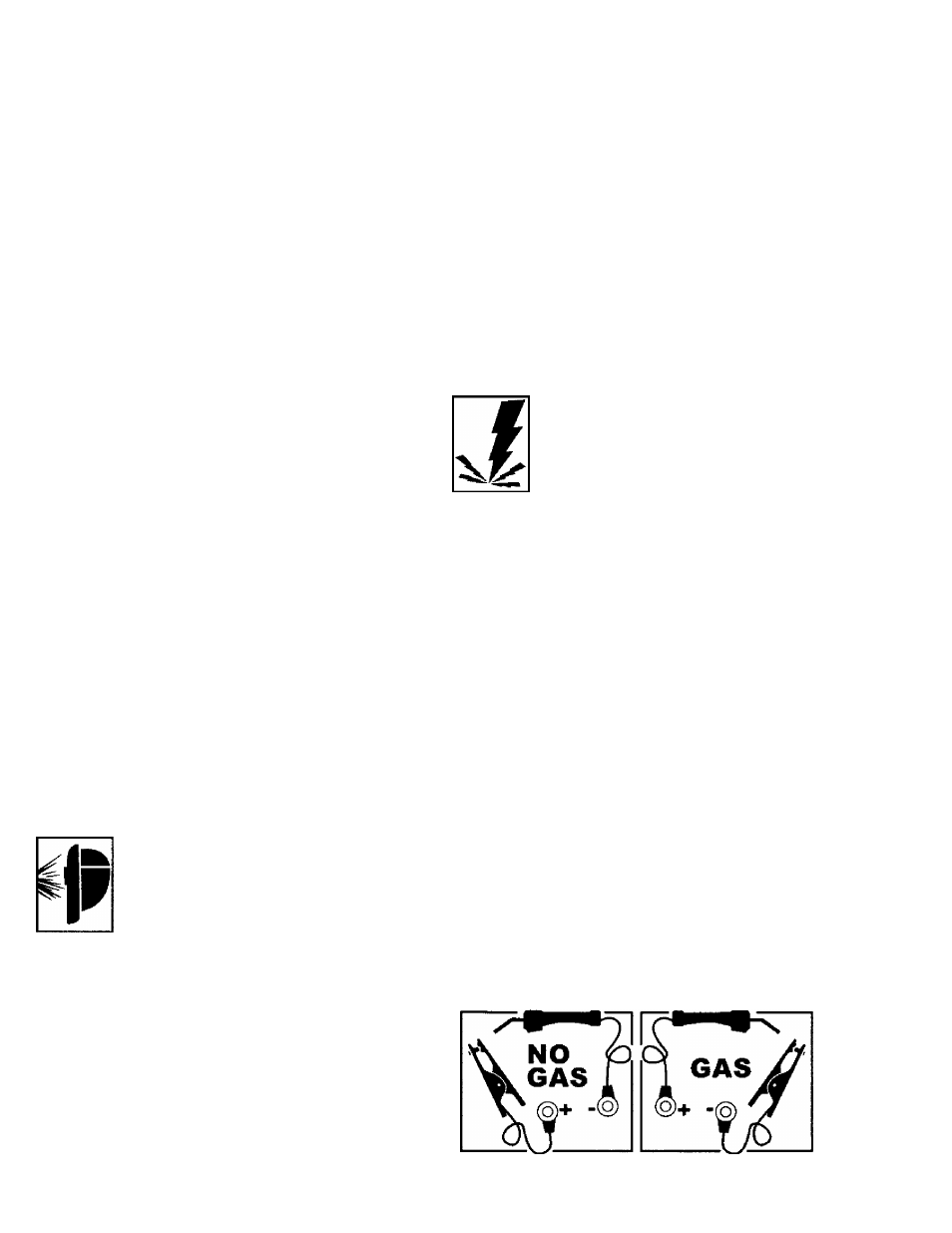
1. Sacar las perillas de fijación se los
bornes + y - en el tablero “Gas/No
Gas” ubicadas justo debajo de del
motor de avance dentro de la
soldadora.
A.
Para soldadura sin gas, instalar
qel anillo de la abrazadera para
tierra en el borne “+” y el anillo de
la antorcha en el borne
B.
Para soldadura con gas (MIG),
instalar el anillo de la abrazadera
para tierra en el borne y el anillo
de la antorcha en el borne “+”.
Ver la configuración en la Figura 8.
Figura 8. Cambio de polaridad