Mild steel 200a air plasma / air shield – Tweco XT-301 Torch Data for OEM use w- Auto-Cut 30O2 AD User Manual
Page 24
TORCH DATA for AutoCut O
2
8-24
Manual 0-4832 Rev AD
Mild Steel
200A
Air Plasma / Air Shield
(ga)
(in)
inch
psi
Ball
psi
Ball
psi
Volts
(in)
±0.005
(ipm)
(in)
(sec)
(in)
1/4
0.250
80
60
90
90
163
0.140
185
0.300
0
0.096
3/8
0.375
80
60
90
90
160
0.140
130
0.300
0.1
0.131
1/2
0.500
80
60
90
90
162
0.140
100
0.300
0.3
0.150
5/8
0.625
80
60
90
90
164
0.140
75
0.300
0.4
0.158
3/4
0.750
80
60
90
90
168
0.180
60
0.350
0.5
0.176
1
1.000
80
60
90
90
177
0.200
35
0.500
1.5
0.189
1 1/4
1.250
80
60
90
90
185
0.250
20
0.209
1 1/2
1.500
80
60
90
90
189
0.250
15
0.225
2
2.000
80
60
90
90
204
0.300
10
0.270
bar
Ball
bar
Ball
bar
Volts
(mm)
±0.1
(mm/min)
(mm)
(sec)
(mm)
5.5
85
6.2
6.2
163
3.6
4700
7.6
0
2.4
5.5
85
6.2
6.2
161
3.6
3970
7.6
0.1
2.9
5.5
85
6.2
6.2
160
3.6
3190
7.6
0.1
3.4
5.5
85
6.2
6.2
162
3.6
2710
7.6
0.3
3.7
5.5
85
6.2
6.2
163
3.6
2080
7.6
0.4
4.0
5.5
85
6.2
6.2
169
4.6
1430
9.5
0.6
4.5
5.5
85
6.2
6.2
176
5.0
920
12.5
1.4
4.8
5.5
85
6.2
6.2
185
6.4
500
5.3
5.5
85
6.2
6.2
189
6.4
380
5.7
5.5
85
6.2
6.2
196
6.9
320
6.2
5.5
85
6.2
6.2
203
7.5
260
6.8
Bold italic type indicates edge starts only.
Edge Start
50
8
10
See
Note
NOTE: Set air shield parameters by pressure only.
25
38
44
32
15
20
See
Note
Arc
Voltage
Torch
Working
Height
(mm)
Travel
Speed
Initial
Piercing
Height
Edge Start
Kerf
Width
@ Rec.
Speed
Travel
Speed
Initial
Piercing
Height
Edge Start
Edge Start
Pierce
Delay
Edge Start
Pre Flow
Pressure
(Air)
Material
Thickness
Plasma (Air)
12
Cut Flow Rates / Pressures
Edge Start
Edge Start
Shield (Air)
6
200A Mild Steel (Air/Air)
Pre Flow
Pressure
(Air)
Cut Flow Rates / Pressures
Plasma (Air)
Shield (Air)
Pierce
Delay
Kerf
Width
@ Rec.
Speed
Material
Thickness
Arc
Voltage
Torch
Working
Height
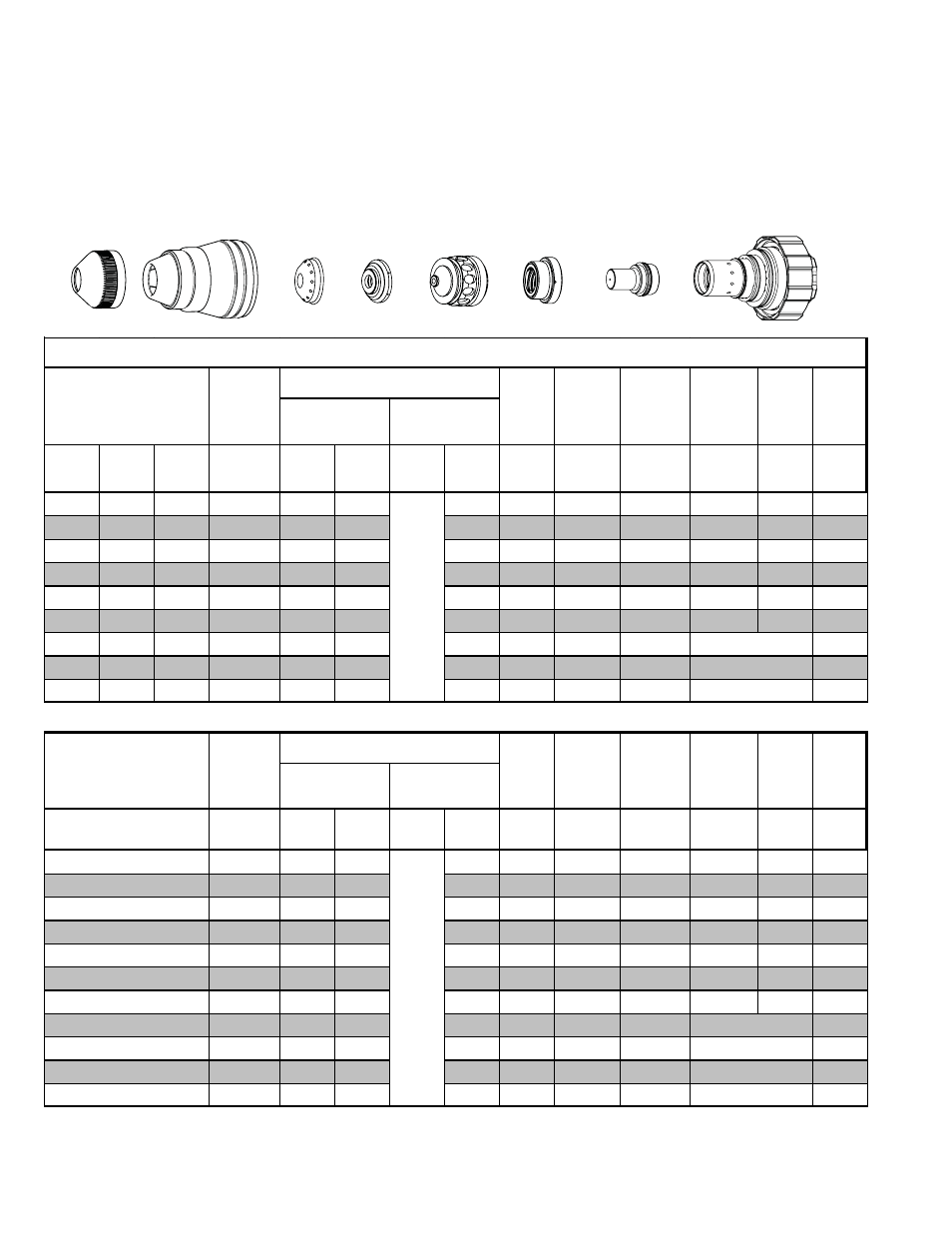
36-1018
36-1019
36-1028
36-1280
36-1055
36-1085
36-1020
Shield
Retainer
Shield Cup
Shield
Cap
Shield Gas
Distributor
Tip
Plasma Gas
Distributor
Electrode
Cartridge
Art # A-07306
36-1041