Anti-spatter mist applicator – Tweco QRM-100 User Manual
Page 11
Anti-spAtter mist ApplicAtor
3-7
SM-QRM-100
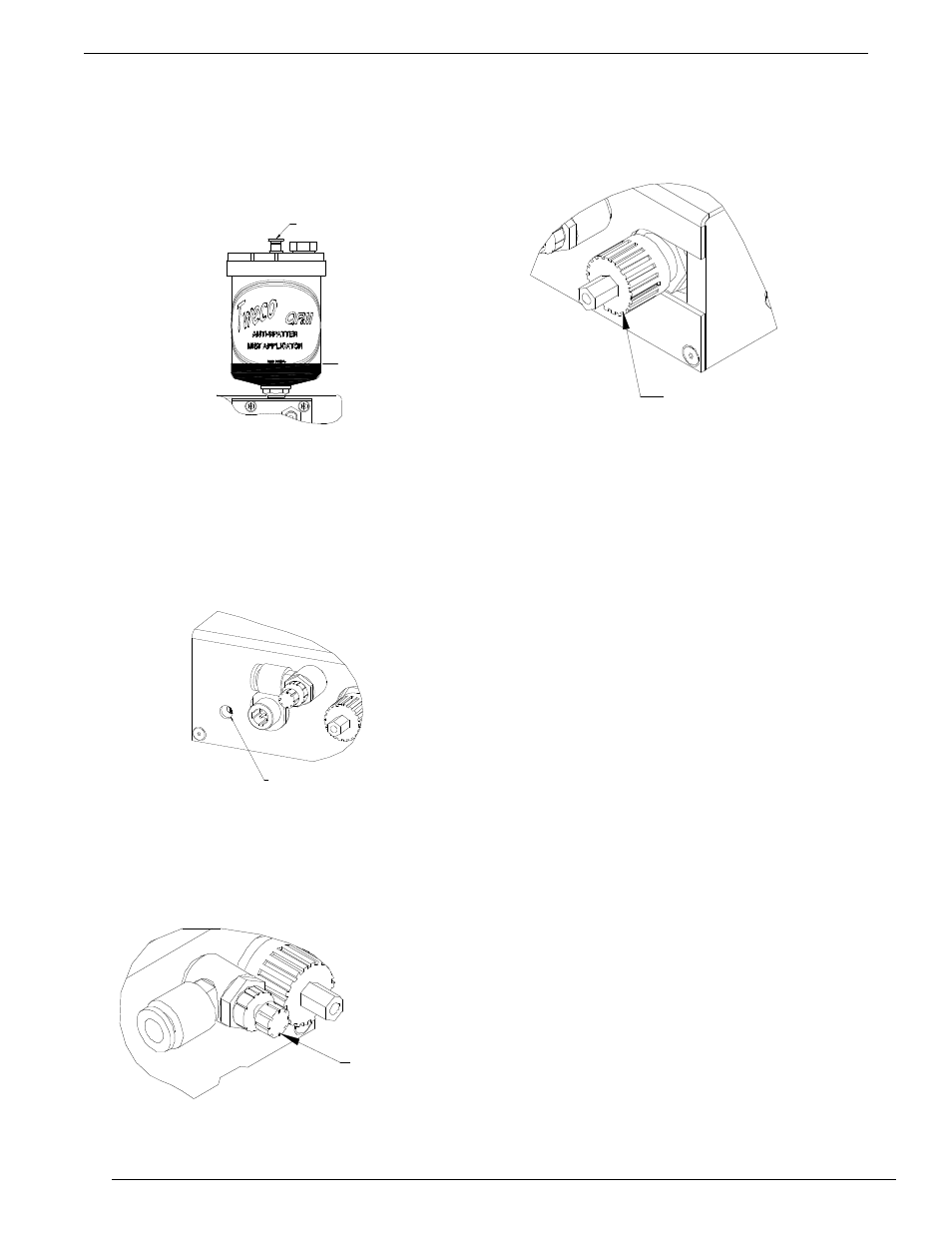
10. Fill the reservoir with the Protex
®
Select Anti-Spatter
Compound. A minimum of 3 ounces must be in the
reservoir at all times. Refer to Figure 6.
IMPORTANT: Be sure the air vent is “OPEN” before
operating the Anti-Spatter Mist Applicator as shown
in Figure 6.
3 OUNCES AT ALL
TIMES
AIT VENT
Figure 6: Callout in Reservoir
11. Turn on the air supply, regulated to 80 to 120 psi, to
the unit.
12. Set the pulse adjustment to the maximum setting of
200 pulses per minute by rotating the adjustment
screw clockwise until it stops. Refer to Figure 7.
PULSE ADJUSTMENT
Figure 7: Pulse Adjustment
13. Turn the air flow adjustment screw to deliver the
maximum flow, by rotating the control valve knob
counter-clockwise until it stops. Refer to Figure 8.
AIR SPEED
CONTROL VALVE
Figure 8: Air Speed Control valve
14. Set the volume adjustment knob all of the way
clockwise. The control knob must be pulled out to
allow this adjustment to be completed. Refer to
Figure 9.
VOLUME CONTROL KNOB
Figure 9: Volume Control Knob
15. Located on the output side of the unit is an access
hole allowing the unit to be manually purged. Insert a
round object through the hole to activate the solenoid
valve by pressing the small button inward.
16. Hold the solenoid valve open until anti-spatter
compound can be seen coming out of the nozzle. This
procedure will saturate both the output air hose and
the torch body and cable assembly purge line.
17. Reset the pulse generator to about 25 pulses per
minute and adjust the airflow as needed.
18. Adjust the volume adjustment knob to obtain the
desired amount of compound residue coverage
on the nozzle, tip and diffuser by rotating counter
clockwise.
19. Turn off the signal.
20. Activate the designated output to the unit at the desired
position in the welding program to use the unit in an
automatic cycle.
21. Monitor the welding process to verify that the proper
amount of anti-spatter compound is being supplied
to prevent weld spatter buildup in the nozzle, tip and
diffuser area.
22. If more anti-spatter is required, increase the number
of pulses or volume of the anti-spatter compound.
inStAllAtion And opeRAtion