Tweco FP-165 Mini MIG User Manual
Page 25
FIREpOwER Fp-125, 135, 165
INSTALLATION
Manual 0-5123
3-4
Installation
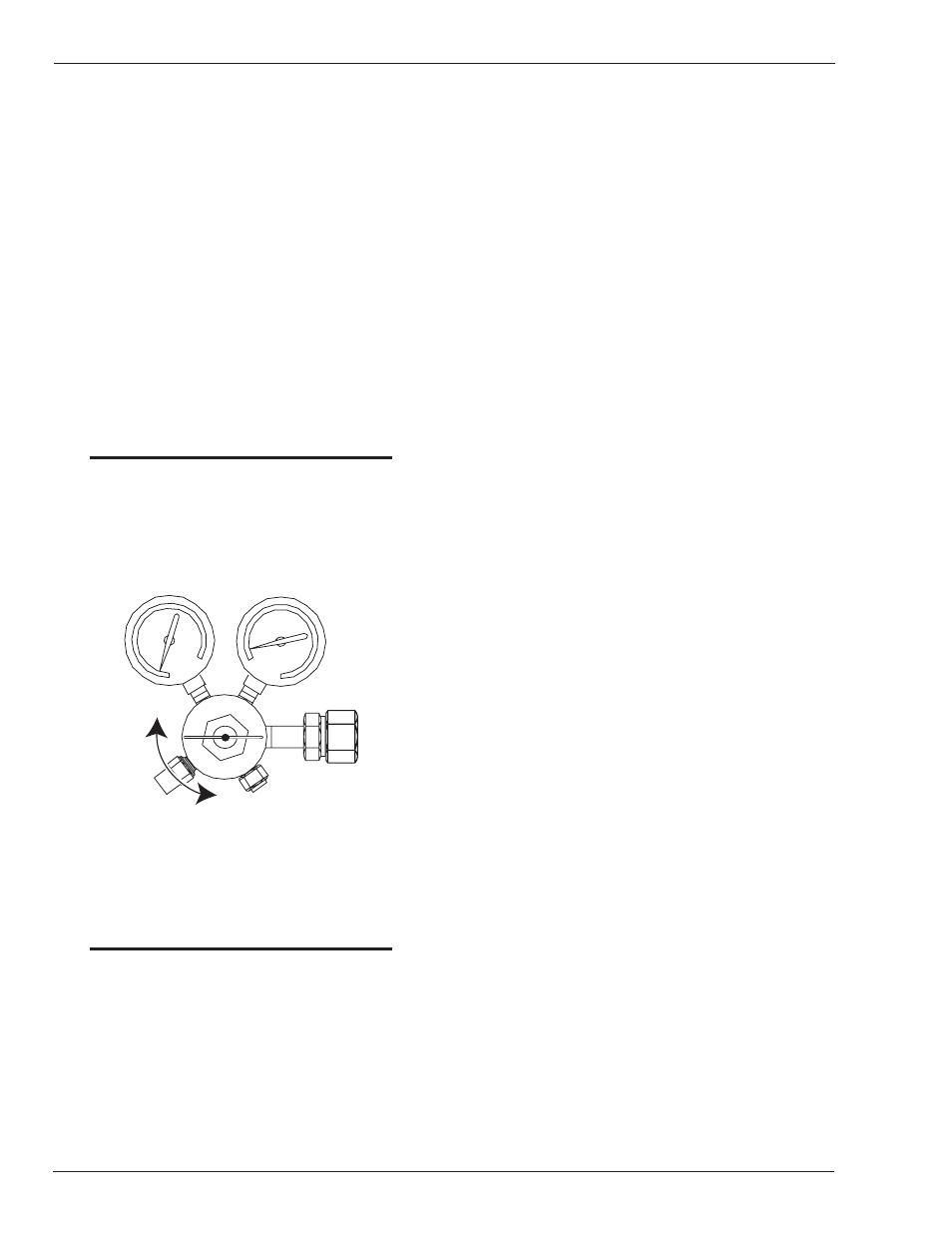
Adjusting Regulator
Adjust control knob of regulator to the required flow rate,
indicated on gauge dial. (Refer to Figure 3-2 and data
charts. Approx. 20 CFH)
The gas flow rate should be adequate to cover the weld
zone to stop weld porosity. Excessive gas flow rates may
cause turbulence and weld porosity.
Argon or argon based gas flow rates:
- Workshop welding: 20-30 CFH
- Outdoors welding: 30-40 CFH
Helium based or CO2 gas flow rates:
- Workshop welding: 30-40 CFH
- Outdoors welding: 40-50 CFH
NOTE
All valves downstream of the regulator must
be opened to obtain a true flow rate reading
on the outlet gauge. (Welding power source
must be triggered) Close the valves after the
pressure has been set.
Art # A-07280
Figure 3-2: Adjusting flow rate. Illustration for
Reference Only.
Refer to section 4.15 for suggested gas / filler metal
combinations.
NOTE
The regulator/flowmeters used with argon-
based and carbon dioxide shielding gases are
different. The regulator/flow meter supplied
is for argon based shielding gases. If carbon
dioxide is to be used a suitable carbon dioxide
regulator/flow meter will need to be fitted.
Two types of gas are generally used with Gas Metal Arc
Welding (GMAW) of thin gauge sheet steel. A mixture of
75% Argon and 25% Carbon Dioxide (CO2) is recom-
mended, Carbon Dioxide (CO2) can also be used.