Tweco K4000 User Manual
Page 22
4-6
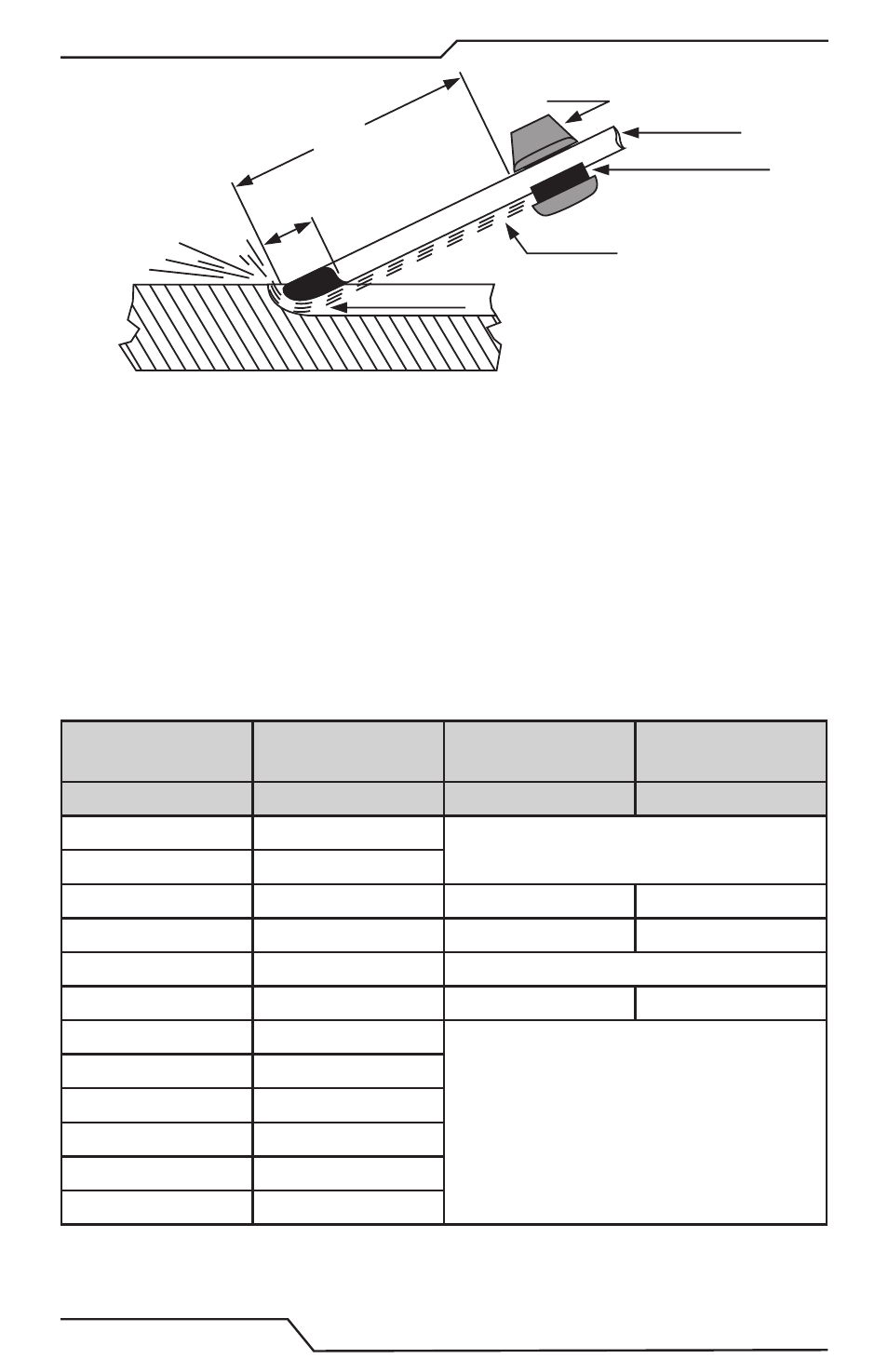
STICKOUT 7" MAX
TORCH
ELECTRODE
TORCH HEADS (+)
AIR 80PSI
TRAVEL
WORKPIECE (-)
COPPER PEEL BACK
3/4" to 2"
ALWAYS UNDER THE ELECTRODE
Figure 4-12
5. Hold the electrode as shown in Figure 4-12, so that a maximum of 7” (178 mm)
extends from the torch. This extension should be 3” (76.5 mm) for aluminum.
6. While the torch valve is open, adjust the air pressure at the torch to the normal pres-
sures range between 80 psi (551.6 kPa) and 100 psi (690 kPa); higher pressures
may be used, but they do not remove metal more efficiently.
7. Adjust the welding current (Constant Current) or voltage (Constant Voltage), depend-
ing on the type of power supply being used, to the suggested current range shown
for the carbon diameter being used. Refer to Table 4-1.
Table 4-1 - Suggested Current Ranges (AMP) for Commonly Used Electrode Types and Sizes
Electrode
Diameter
DC Electrode DCEP
AC Electrode
AC
AC Electrode DCEN
in (mm)
min - max
min - max
min - max
1/8 (3.2)
60 - 90
N/A
5/32 (4.0)
90 - 150
3/16 (4.8)
200 - 250
200 - 250
150 - 180
1/4 (6.4)
300 - 400
300 - 400
200 - 250
5/16 (7.9)
350 - 450
N/A
3/8 (9.5)
450 - 600
350 - 450
300 - 400
1/2 (12.7)
800 - 1000
N/A
5/8 (15.9)
1000 - 1250
3/4 (19.1)
1250 - 1600
1 (25.4)
1600 - 2200
3/8 (9.5) FLAT
250 - 450
5/8 (9.5) FLAT
300 - 500