Mild steel 100a o, Plasma / o, N2 shield – Tweco XTTM-300 User Manual
Page 31
Manual 0-2912
4A-7
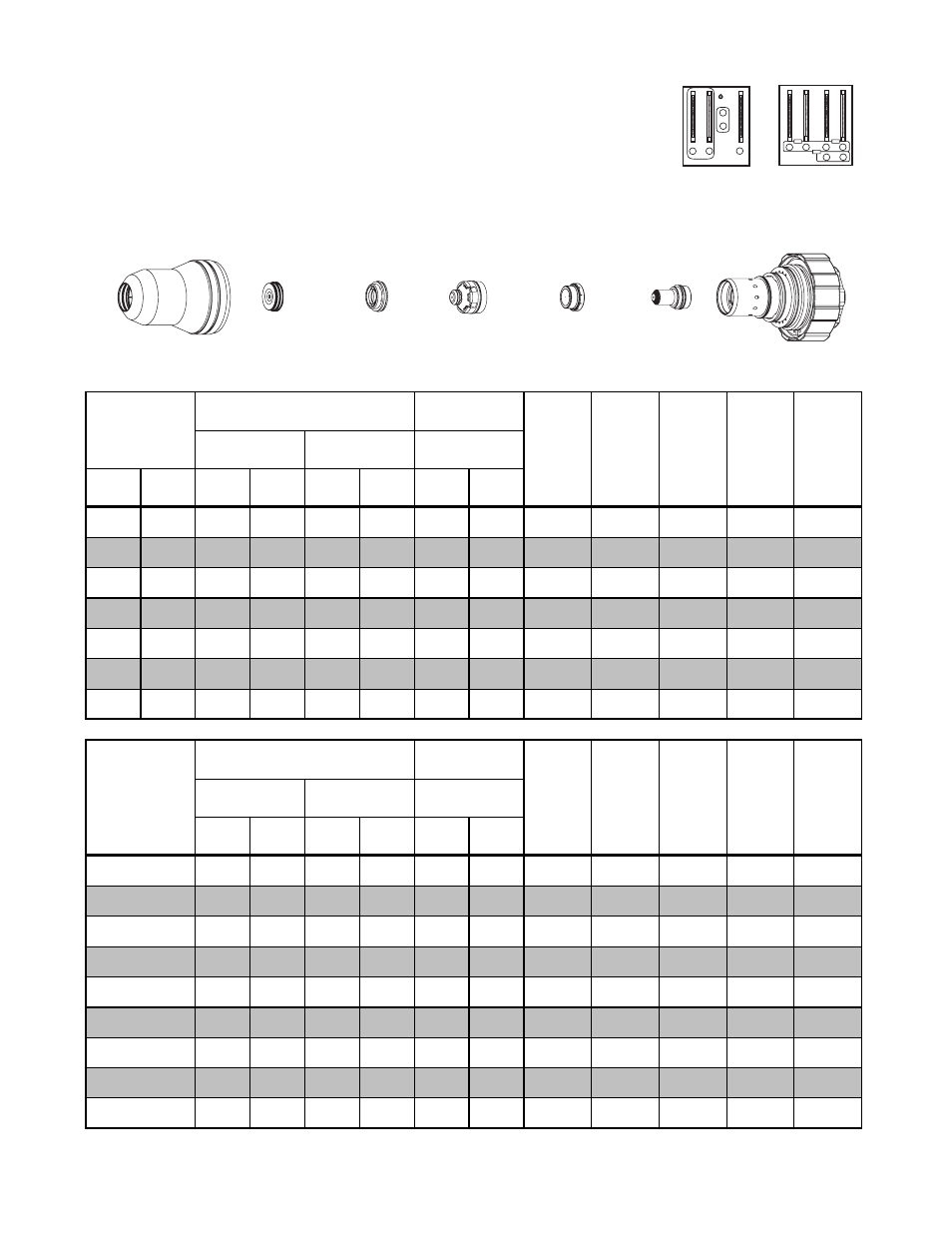
Operation with Manual Gas Control
Mild Steel
100A
O
2
Plasma / O
2
- N2 Shield
Or
Ar
t # A-06838
Manual
Gas Control
Shield
Gas Distributor
21-1272
Cartridge
21-1020
Electrode
21-1071
Plasma
Gas Distributor
21-1041
Tip
21-1053
Shield Cap
21-1027
Shield Cup
21-1016
Art # A-04028
(ga)
(in)
O
2
-
O
2
N2
O
2
N2
10
0.135
62
-
15
70
15
80
141
0.070
280
0.200
0.0
7
0.179
62
-
15
70
15
80
145
0.090
235
0.200
0.0
-
1/4
62
-
15
70
15
80
153
0.100
150
0.200
0.0
-
3/8
62
-
15
70
15
80
156
0.110
100
0.250
0.2
-
1/2
62
-
15
86
15
80
158
0.120
70
0.300
0.3
-
5/8
62
-
15
86
15
80
163
0.120
50
0.350
0.5
-
3/4
62
-
15
86
15
80
176
0.150
25
0.400
0.6
O
2
-
O
2
N2
O
2
N2
62
-
15
70
15
80
142
2.3
6.2
4.5
0.0
62
-
15
70
15
80
145
2.3
5.7
4.8
0.0
62
-
15
70
15
80
148
2.3
5.3
5.1
0.0
62
-
15
70
15
80
152
2.3
4.6
5.1
0.0
62
-
15
70
15
80
155
2.8
3.2
5.8
0.1
62
-
15
70
15
80
156
3.0
2.1
6.6
0.2
62
-
15
86
15
80
158
3.0
1.9
7.1
0.3
62
-
15
86
15
80
162
3.0
1.2
8.4
0.4
62
-
15
86
15
80
176
3.8
0.6
10.2
0.4
Bold type indicates maximum piercing parameters.
Material
Thickness
Cut Flow Rates (%)
Preflow Flow
Rates (%)
** Arc
Voltage
(volts)
Plasma %
Shield %
Preflow %
Torch
Working
Height
(in)
Travel
Speed
(ipm)
Initial
Piercing
Height
(in)
Pierce
Delay
(sec)
Pierce
Delay
(sec)
Material
Thickness
(mm)
Cut Flow Rates (%)
Preflow Flow
Rates (%)
** Arc
Voltage
(volts)
Plasma %
Shield %
Preflow %
6
Torch
Working
Height
(mm)
Travel
Speed
(m/min)
Initial
Piercing
Height
(mm)
3
4
5
20
8
10
12
15