05 general cutting information, General cutting information -8, Cutskill 35a – Tweco 35A CutSkill Power Supply User Manual
Page 28
cutskill 35A
OPERATION 4-8 June 30, 2009
4.05 General Cutting Information
!
WARNING
Disconnect primary power at the source be-
fore disassembling the power supply, torch,
or torch leads.
Frequently review the Important Safety Pre-
cautions at the front of this manual. Be sure
the operator is equipped with proper gloves,
clothing, eye and ear protection. Make sure
no part of the operator’s body comes into
contact with the workpiece while the torch
is activated.\
CAUTION
Sparks from the cutting process can cause
damage to coated, painted, and other sur-
faces such as glass, plastic and metal.
NOTE
Handle torch leads with care and protect
them from damage.
Torch Standoff
Improper standoff (the distance between the torch
tip and workpiece) can adversely affect tip life as
well as shield cup life. Standoff may also signifi-
cantly affect the bevel angle. Reducing standoff will
generally result in a more square cut.
Edge Starting
For edge starts, hold the torch perpendicular to the
workpiece with the front of the tip near (not touch-
ing) the edge of the workpiece at the point where
the cut is to start. When starting at the edge of the
plate, do not pause at the edge and force the arc
to "reach" for the edge of the metal. Establish the
cutting arc as quickly as possible.
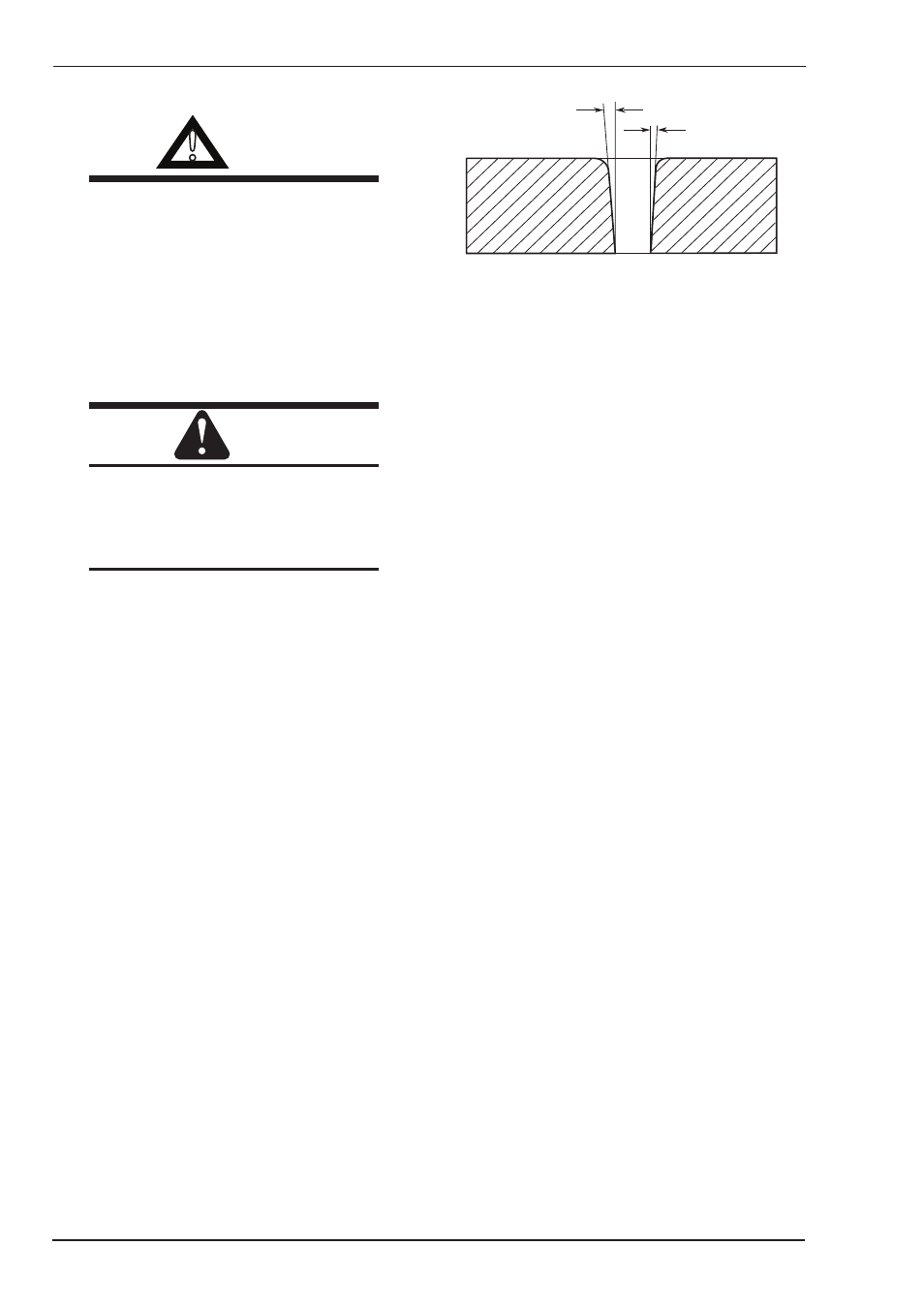
Direction of Cut
In the torches, the plasma gas stream swirls as it
leaves the torch to maintain a smooth column of
gas. This swirl effect results in one side of a cut
being more square than the other. Viewed along
the direction of travel, the right side of the cut is
more square than the left.
Right Side
Cut Angle
Left Side
Cut Angle
A-00512
Side Characteristics Of Cut
To make a square - edged cut along an inside
diameter of a circle, the torch should move coun-
terclockwise around the circle. To keep the square
edge along an outside diameter cut, the torch
should travel in a clockwise direction.
Dross
When dross is present on carbon steel, it is com-
monly referred to as either “high speed, slow speed,
or top dross”. Dross present on top of the plate
is normally caused by too great a torch to plate
distance. "Top dross" is normally very easy to
remove and can often be wiped off with a welding
glove. "Slow speed dross" is normally present on
the bottom edge of the plate. It can vary from a
light to heavy bead, but does not adhere tightly to
the cut edge, and can be easily scraped off. "High
speed dross" usually forms a narrow bead along
the bottom of the cut edge and is very difficult to
remove. When cutting a troublesome steel, it is
sometimes useful to reduce the cutting speed to
produce "slow speed dross". Any resultant cleanup
can be accomplished by scraping, not grinding.