Tweco Auto-Cut 100 Torch Operation User Manual
Page 14
Torch Data
8-14
Manual 0-4733 Rev. AD
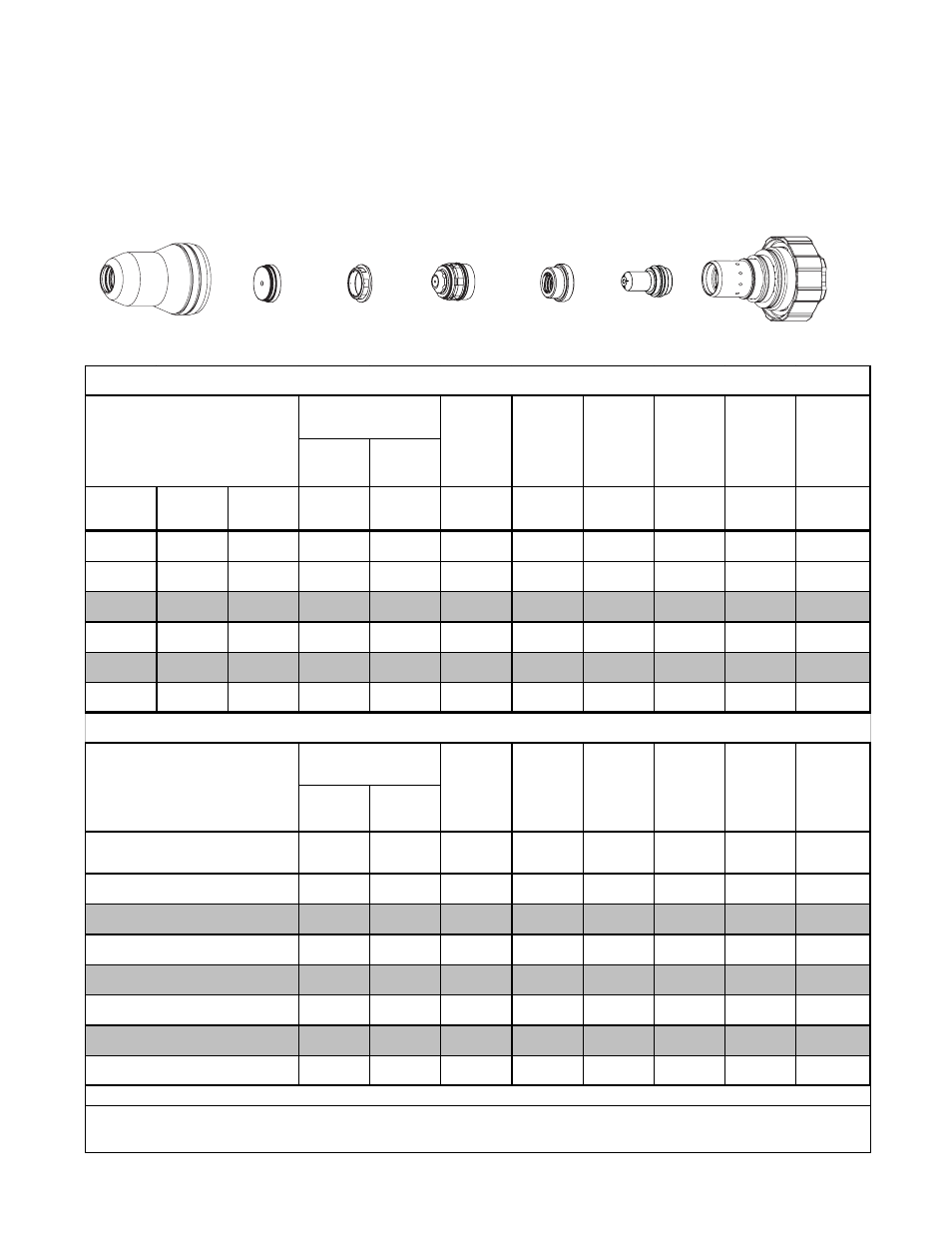
Aluminum
100A
N2 Plasma / H20 Shield
Plasma
(N2)
Shield
(H2O)
(ga)
(in)
inch
psi
Ball *
Volts
(in)
±0.005
(ipm)
(in)
(sec)
(in)
10
0.135
100
5
148
0.125
170
0.200
0.0
0.072
3/16
0.188
100
5
158
0.125
80
0.250
0.3
0.080
1/4
0.250
100
5
158
0.125
60
0.250
0.3
0.085
3/8
0.375
100
5
161
0.125
50
0.250
0.3
0.086
1/2
0.500
100
5
170
0.130
35
0.300
0.6
0.091
5/8
0.625
100
5
180
0.140
20
0.300
0.8
0.120
Plasma
(N2)
Shield
(H2O)
bar
Ball *
Volts
(mm)
±0.1
(mm/min)
(mm)
(sec)
(mm)
6.9
5
152
3.2
3350
5.6
0.1
1.9
6.9
5
158
3.2
1960
6.4
0.3
2.1
6.9
5
158
3.2
1640
6.4
0.3
2.1
6.9
5
160
3.2
1390
6.4
0.3
2.2
6.9
5
162
3.2
1210
6.5
0.3
2.2
6.9
5
168
3.3
970
7.3
0.5
2.3
6.9
5
177
3.5
610
7.6
0.7
2.8
NOTE: Ohmic height sensing is not recommended with water shield.
Water on the plate interferes electrically with the ohmic sensing circuit.
* Ball setting for shield water is set using a line pressure of 55 psi / 3.8 bar.
8
10
12
15
(mm)
4
5
6
Material
Thickness
Cut Flow Pressures
Arc
Voltage
Torch
Working
Height
Travel
Speed
Initial
Piercing
Height
Pierce
Delay
Kerf
Width
@ Rec.
Speed
100A Aluminum (N2/H2O)
Material
Thickness
Cut Flow Pressures
Arc
Voltage
Torch
Working
Height
Travel
Speed
Initial
Piercing
Height
Pierce
Delay
Kerf
Width
@ Rec.
Speed
Cartridge
35-1020
Shield Cup
35-1016
Shield Cap
35-1034
Shield
Gas Distributor
35-1272
Tip
35-1053
Plasma
Gas Distributor
35-1041
Electrode
35-1089
Art # A-07174