Operation – ROTHENBERGER ROGROOVER 2 - 12 User Manual
Page 30
29
ENGLISH
Operation of the grooving machine
The thickness of the tube wall must not exceed the
aforementioned maximums.
With the cylinder valve closed, turning clockwise, press
the switch and run the machine idle to ensure that it
operates correctly.
Exert pressure downstream quickly on the pump handle
to make the initial groove. Continue, however slowly,
allowing that the tube makes one full turn for each
complete stroke of the pump handle.
If the tube starts to come out of the lathe screw,
stop the machine and check the “tube assembly”
procedures.
When the depth set nut makes contact with the
machine casing allow the tube to make two full turns
to level the depth of the groove.
Open the cylinder valve turning anticlockwise allowing
the upper roller to release the tube.
Check the diameter of the groove prior to proceeding
with the subsequent grooves.
The groove diameter must be measured using a
diameter tape. In order to reduce the groove diameter
(increase the depth of the groove), turn the depth
set nut one mark to the left. In order to increase the
groove diameter (decrease the depth of the groove),
turn the depth set nut for one mark to the right. Once
the set nut has been turned fix its position by fastening
the adjusting locknut.
When threading long tubes, use a stabiliser for the
tube to ensure that the tube does not vibrate due to
warping as it rotates, and to ensure that the machine
does not become unstable due to the weight of the
tube.
If you do not use a stabiliser for the tube it may prove
difficult to produce proper grooves, or the machine
may be damaged and result in accidents or injury.
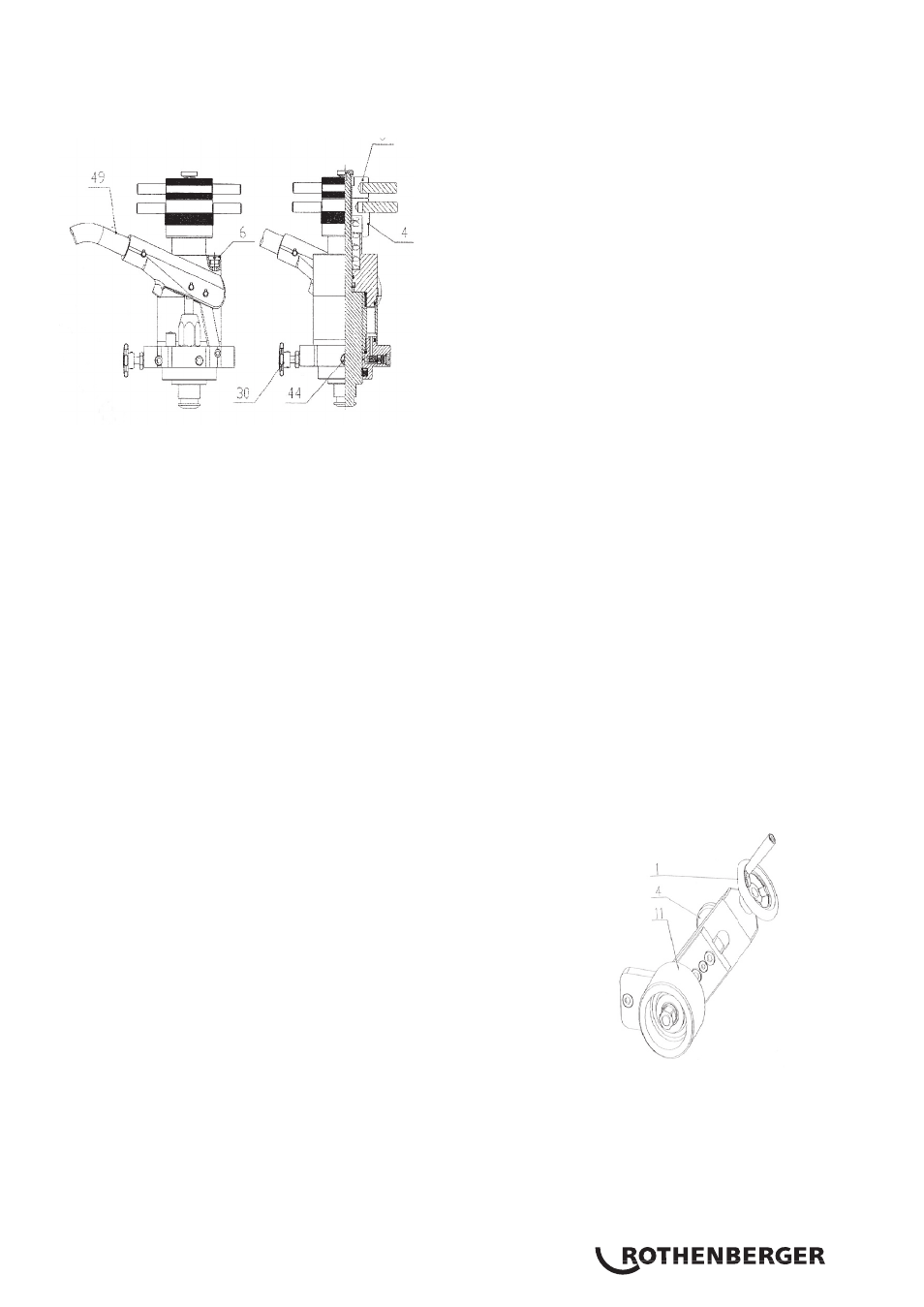
Knurling with stabiliser
Do not use the stabiliser with tubes of 200 mm or less.
Your finger could be crushed by the rotating parts.
Help to solve the problem of brusque swinging during
the knurling process due to roughness and poor
grooving in large steel tubes (more than 165 mm).
Once the stabiliser has been adjusted for a specific
diameter and wall thickness it does not have to be
readjusted.
Position the tube in such a way that it is levelled and
makes contact with the lathe screw edge.
Exert downstream pressure on the pump handle to
move the upper roller until making contact with the
tube.
Turn the wheel to move the stabiliser roller downwards
until making contact with the outer diameter of the
tube. Once the stabiliser has made contact with the
outer diameter of the tube, tighten it with another
full turn and fix the slide locking screw to reduce the
vibration.
OPERATION