Operating, Dismantling & assembly instructions, Reassembly – Universal Air Tools UT5715 User Manual
Page 2
Operating
Select a suitable mounted point that has a free running speed
higher than the maximum running speed marked on the tool.
Make sure that the diameter of the shank exactly matches the
diameter of the collet mounted in the grinder. There are three
standard sizes of collet available for use with this grinder, i.e.
1) - 1/4" Dia (0.250ins) (6.35mm)
2) - 6mm (0.236ins)
3) - 1/8" (0.125ins) (3.175mm)
Never try to force a 1/4" diameter shank into a 6mm collet.
Never try to close a 1/4" diameter collet to secure a 6mm
shank. Always match correctly the shank size to the collet size.
If uncertain, have parts measured by
a competent person.
Push the shank as far as possible
into the collet and tighten the collet
nut using the spanners provided on
the collet nut and output spindle.
The shank of the mounted point may
be pulled forward from the
maximum insertion length but
always ensure a minimum gripping
length of not less than 10mm - See
Figure 2.
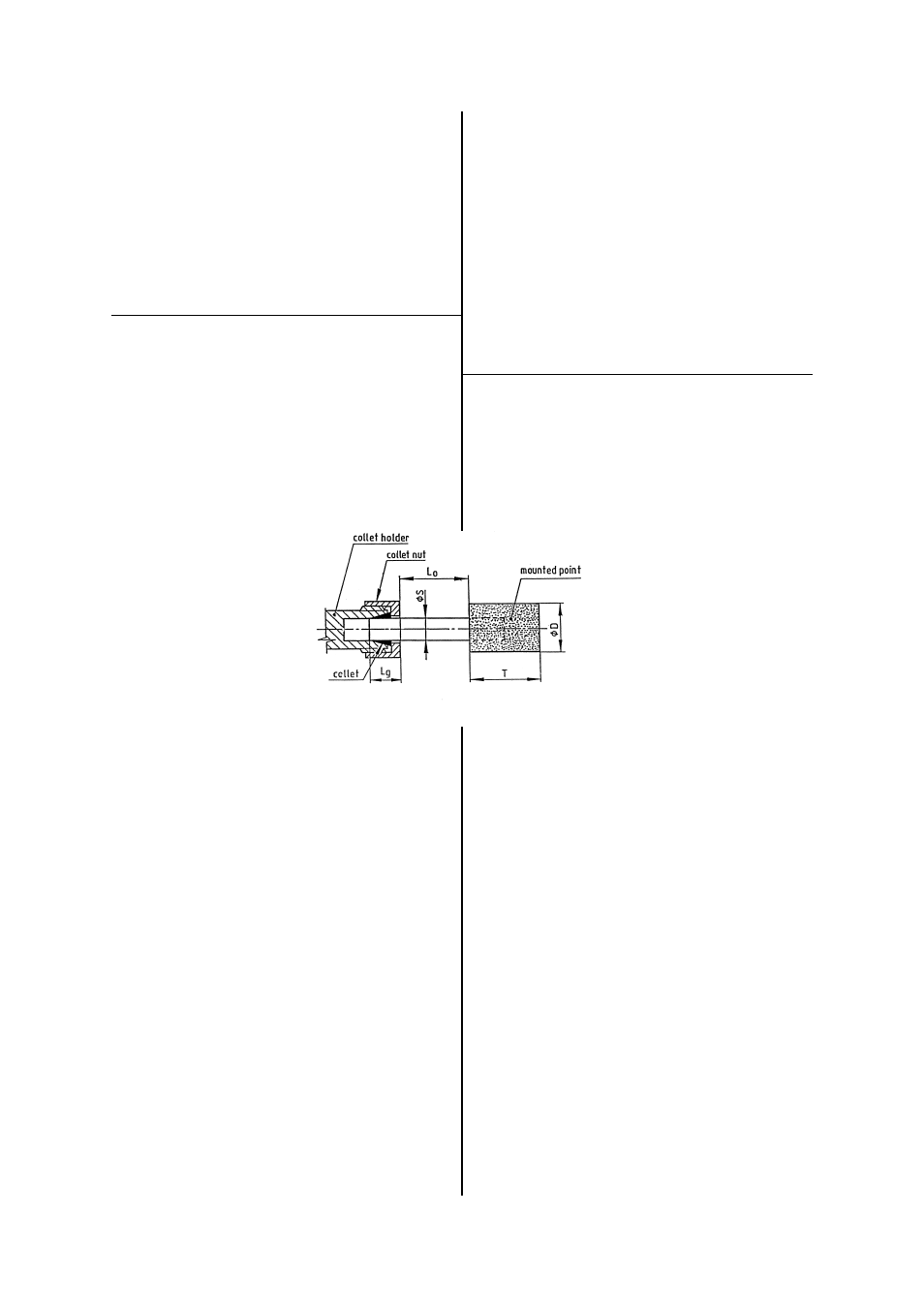
Be aware that the allowed
running speed of the mounted
point is lowered because of an
increase in the length of the shank between the end of the collet
and the body of the mounted point. This distance is shown in
Diagram 2 as "LO" and is called the overhang. The information
with respect to mounted point size, permissible running speed
and reduction in running speed due to an increase in overhang
is available from the supplier of the mounted point.
If the increase in overhang for access reasons takes the
permissible running speed of the mounted point below the free
running speed of the grinder select a smaller diameter mounted
point.
The fitting of the mounted point should be done by a trained
operator.
When first starting the grinder with a new wheel fitted, the
grinder should not be near other persons and be held in a
protected area, i.e. under a bench and run for a few seconds.
This will protect personnel from possible effects of damage to
the mounted point before it was fitted to the grinder i.e. wheel
breakage.
Always use eye protection and wear protective gloves if there
are sharp edges in the work area. The tool and the grinding
process can create a noise level such that the use of ear
protectors is advised.
If the grinding process creates a dust then use a suitable
breathing mask. Check that the material being worked will not
cause harmful dust or fumes. If this is so then special breathing
masks may be required.
If the grinder vibrates when first fitting a mounted point or during
operation, remove from service immediately and correct fault
before continuing to use.
Dismantling & Assembly Instructions
Disconnect tool from air supply.
Grip spindle (33) and unscrew collet nut (25) and pull out collet
(24). With a suitable wrench unscrew [left hand thread] clamp
nut (31) and pull out the gear drive assembly. Remove bearing
(13), pull off bevel gear (30) and key (32) and separate bearing
(20) and spindle (33). Unscrew cap (26) and remove cap (26)
and angle housing (28). Unscrew lock (23) from motor housing
(45). Lock (26) may be removed from
angle housing (28) by unscrewing it (left
hand thread). Pull out the motor assembly
from motor housing (45) complete with
pinion gear (22) and grip the rear plate
(14) tightly by hand and tap the end of the
rotor (15) to drive the rotor through the rear plate (14) and
bearing (13) assembly. Remove cylinder (18) noting its location
to rear plate (14) and front plate (19) for reassembly. Remove 4
off rotor blades (16) from rotor (15). Grip the rotor (15) in a vice
fitted with soft jaws and unscrew pinion gear (22) from the rotor.
The rotor (15) may be pulled or tapped clear of rotor spacer
(12), front end plate (19), bearing (20). Pins (17) and (38) may
be pulled out of front end plate (19) if replacements are
required. Bearing (13) may be tapped out of rear plate (14).
Reassembly
Clean and examine parts for wear and replace any parts only
with those supplied by the manufacturer or authorised
distributor. Ensure that the faces of end plates (14) and (19) that
abut cylinder (18) are flat and free from burrs and surface
marking. If necessary lap on a flat very fine grade of abrasive
paper. Lightly coat all parts in suitable pneumatic tool lubricating
oil, pack bearings and gears with a lithium or molybdenum
based general purpose grease and assemble in the reverse
order.
Note:- when reassembling the motor assembly ensure that the
pins (17) in end plates (19) and (14) locate in the narrow groove
in the outer diameter of cylinder (18). When assembling the
complete motor and pinion assembly into the motor housing
(45) ensure that the steel ball (38) located in the side of front end
plate (19) locates in the slot in the front end of motor housing
(45).
pour into the intake bushing a teaspoonful (5ml) of a suitable
pneumatic motor lubricating oil preferably incorporating a rust
inhibitor. Reconnect tool to air supply and run tool slowly for a
few seconds to allow air to circulate the oil. If tool is used
frequently lubricate on daily basis and if tool starts to slow or
lose power.
It is recommended that the air pressure at the tool whilst the
tool is running is 90 p.s.i./6.3 bar. The tool can run at lower and
higher pressures with the maximum permitted working air
pressure of 100 p.s.i./7.0 bar.
If tool is used daily then every other day grease gears (27) &
(32) via grease plug (40).
Page No 2
Do not apply excessive pressure as this will reduce the cutting
efficiency and can bend the shank of the mounted point causing
vibration and the possibility of breakage. Apply light loads to
allow the wheel to cut.
Handle the grinder with care. If the grinder is dropped, carefully
check the mounted point for damage, i.e. cracks, chipping and
start for the first time as for fitting a new wheel i.e. under a
bench.
Never exceed the maximum air pressure. If there is this
possibility always use this grinder with a pressure reducing valve
fitted in the supply line. Your supplier will advise of suitable
equipment.
This grinder is fitted with a speed regulator and the speed may
be reduced by rotating air regulator (41). When making speed
checks always rotate the air regulator to the position to give the
highest maximum speed.
Figure 2. Gripping length of collet and chuck
D
= diameter of mounted point
T
= length of mounted point
Lo
= overhang
S
= diameter of shank
Lg
= gripping length