Operation – Lincoln Electric IM915 POWER FEED 10M SINGLE WIRE FEEDER User Manual
Page 46
B-24
OPERATION
B-24
POWER FEED
®
10M SINGLE WIRE FEEDER
ARC FORCE
(Soft)-10.0 to
(Crisp)+10.0
DESCRIPTION
Arc Force adjusts the short cir-
cuit current for a soft arc, or for
a forceful, driving arc. It helps
to prevent sticking and shorting
organic coated electrodes, par-
ticularity globular transfer types
such as stainless and low
hydrogen. Arc Force is espe-
cially effective for root pass on
pipe with stainless electrode
and helps to minimize spatter
for certain electrodes and pro-
cedure as with low hydrogen,
etc.
START OPTIONS
No arc ending options are active for SMAW (Stick)
welding modes.
No arc ending options are active for SMAW (Stick)
welding modes.
END OPTIONS
ARC CONTROL
194
0
WFS AMPS
VOLTS TRIM
LESS
AMPS
MORE
AMPS
OUTPUT
OFF
OUTPUT
ON
Material
Steel
Steel
PROCESS
Stick Soft(7018)
Stick Crisp(6010)
MODE
1
2
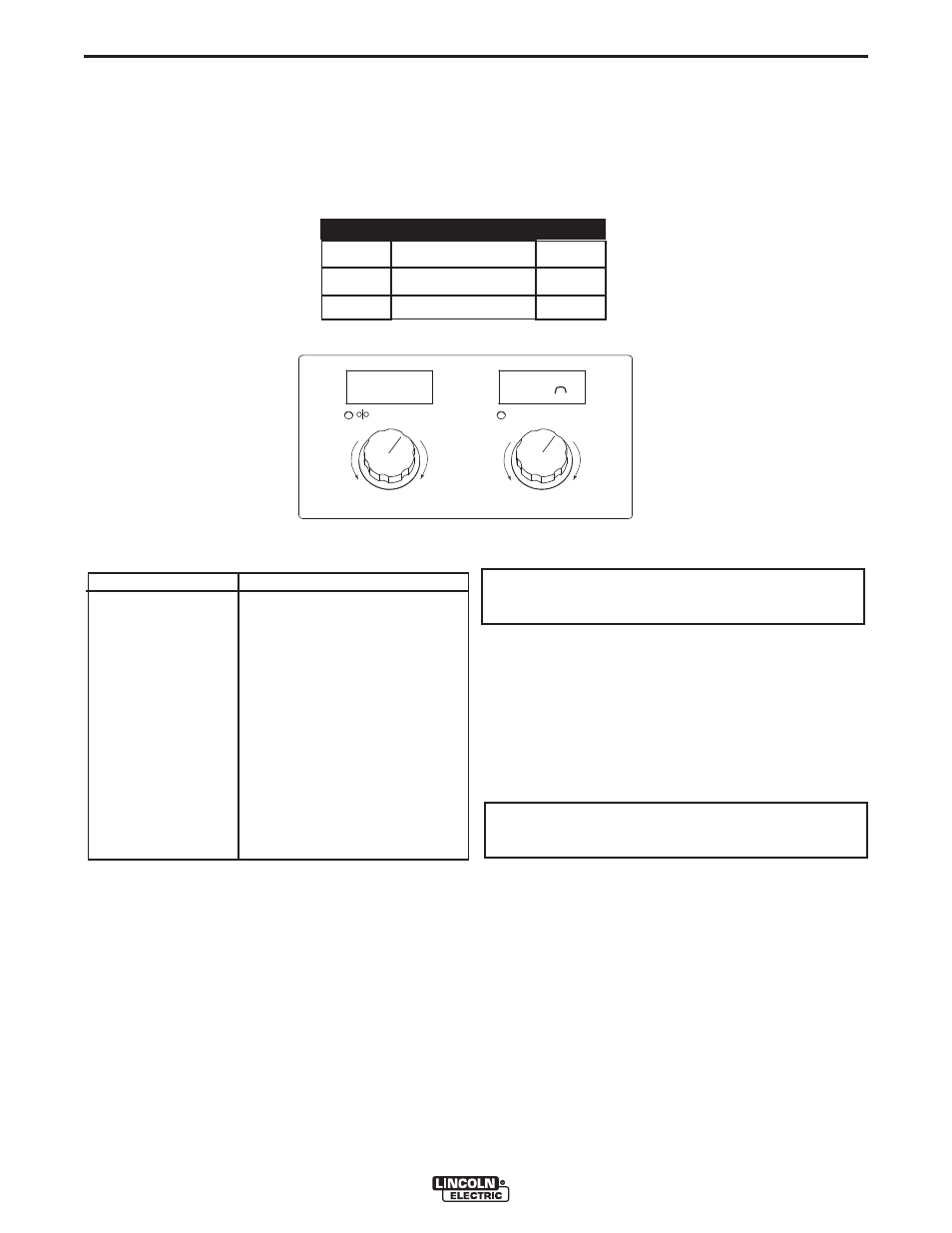
MACHINE FUNCTIONALITY BY WELD PROCESS
CC-STICK
Use the following tables to review how the machine functions (output controls, arc control and weld options) for
the weld modes listed in the top table.
OUTPUT CONTROL KNOBS
CC STICK MODES
NOTE: When a remote control pot such as a K936-1
or -2 Hand Amptrol is connected, the left
Control Knob adjusts the maximum arc amper-
age while the remote pot adjusts the actual arc
amperage from minimum to the preset maxi-
mum.