Fonctionnement, B-7 polarité de soudage, Limites de sortie – Lincoln Electric IM937 INVERTEC V205-T AC_DC TIG User Manual
Page 22: Soudage tig cc
B-7
FONCTIONNEMENT
B-7
POLARITÉ DE SOUDAGE
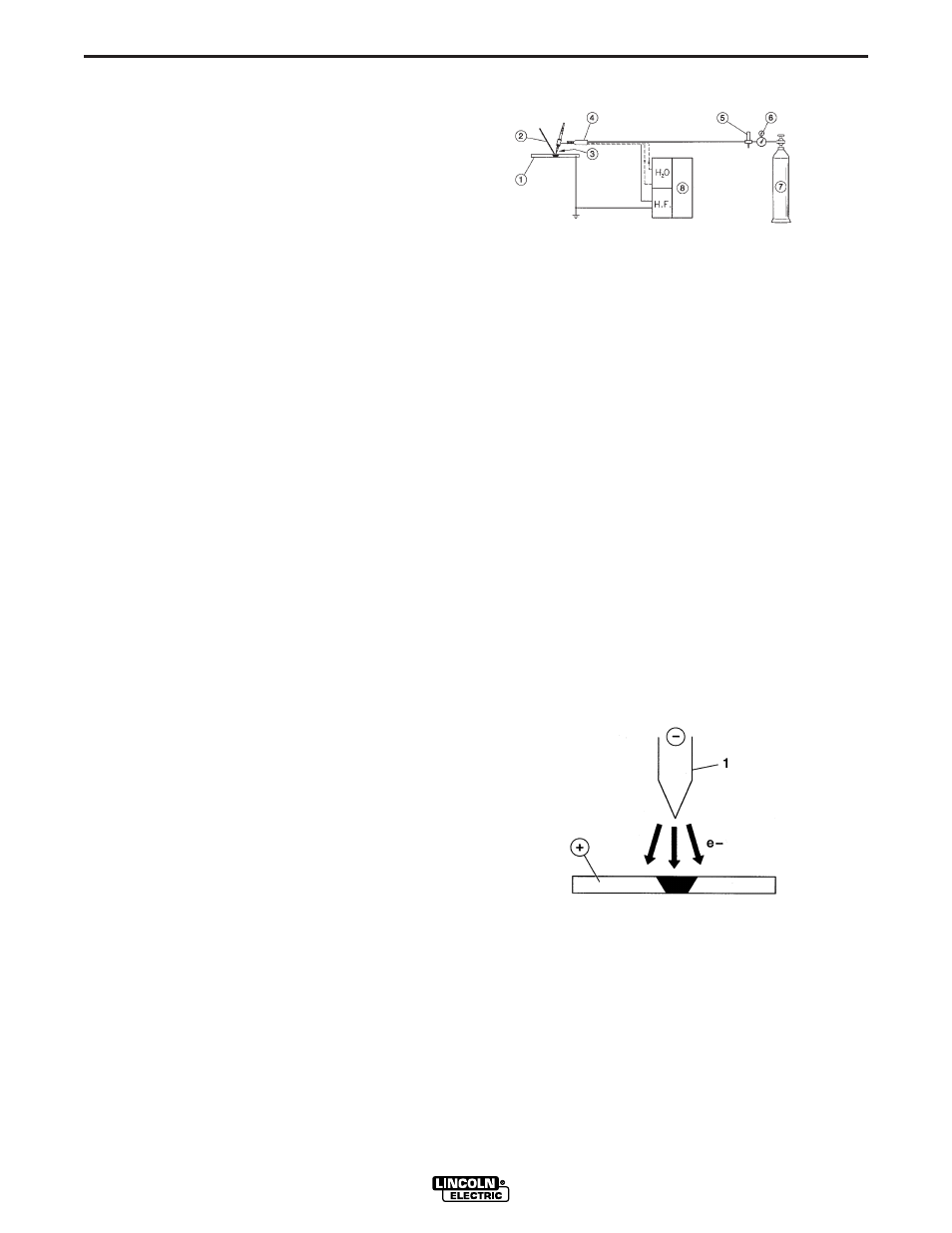
Polarité Négative de l’Électrode CC (Polarité
Droite de Courant Continu)
(voir FIGURE B.4)
Pendant le Soudage, il y a un flux continu d’électrons
de l’électrode vers la pièce à travailler.
Il s’agit de la polarité la plus utilisée, qui garantit une
usure limitée de l’électrode du fait que la majeure par-
tie de la chaleur se concentre sur l’anode (pièce à tra-
vailler). Les soudures étroites et profondes peuvent
être obtenues avec des vitesses de parcours élevées.
La plupart des matériaux, exception faite de l’alumini-
um et du magnésium, sont soudés avec cette polarité.
FIGURE B.4
V205-T DC & V205-T AC/DC TIG
LIMITES DE SORTIE
La capacité du courant de sortie maximum tel qu’il est
spécifié dans la section Installation de ce manuel est
réduite dans deux situations : Formes d’Ondes alter-
natives CA et Fréquences CA Élevées et entrée de
115V.
• Formes d’Ondes Alternatives CA (Voir Menu de
Réglages)
Carrée 200 amps sortie max.
Sinusoïdale 150 amps sortie max.
Triangulaire 120 amps sortie max
• Fréquences CA Élevées
Au-dessus de 85Hz (sortie CA), la sortie de
l’onde carrée est limitée à 170 amps. Les
fréquences CA élevées n’affectent pas la sor-
tie des Formes d’Ondes Sinusoïdales et
Triangulaires.
• Fonctionnement en 115V
Mode TIG de 150 A
Mode Baguette Souple de 110 A
Mode Baguette Agressive de 100 A
Ces valeurs réduites ont été programmées dans l’Invertec
V205-T afin d’assurer un fonctionnement fiable.
¹ Modèles AC/DC uniquement
SOUDAGE TIG CC
(voir FIGURE B.3)
Le procédé de soudage TIG (Gaz Inerte Tungstène)
se base sur la présence d’un arc électrique entre une
électrode non consommable (tungstène pur ou en
alliage avec une température de fonte d’environ
3370°C) et la pièce à travailler. Une atmosphère de
gaz inerte (généralement de l’argon) protège le bain
de soudure en fusion.
Pour éviter les inclusions de tungstène dans le joint,
l’électrode ne doit pas entrer en contact avec la pièce
à travailler. Pour cette raison, l’arc est démarré au
moyen d’un générateur de Haute Fréquence.
Pour des situations ne requérant aucune Haute
Fréquence, le Touch Start TIG réduit le courant de
court-circuit afin de maintenir les inclusions de
tungstène à un niveau minimum.
Afin d’améliorer la qualité du cordon de soudure à la
fin de la soudure, il est important de bien contrôler la
diminution du courant et d’assurer une couverture de
gaz appropriée sur la soudure.
1) Pieza de trabajo
5) Medidor de flujo
2) Material de relleno
6) Reductor de presión
3) Electrodo no consumible
7 ) Gas inerte (normalmente argón)
4) Antorcha
8) Fuente de poder
FIGURE B.3
1) Pièce à travailler
5) Débitmètre
2) Matériau de remplissage
6) Réducteur de pression
3) Électrode non consommable
7) Gaz inerte (généralemente de l’argon)
4) Torche
8) Source de puissance