Fonctionnement – Lincoln Electric IM937 INVERTEC V205-T AC_DC TIG User Manual
Page 19
B-4
FONCTIONNEMENT
B-4
6. Écran Numérique – Affiche les valeurs réglées
actuellement pour chaque mode ou paramètre de
soudage.
7. Bouton Poussoir Local/Télécommande –
Sélectionne le système d’ajustement du courant de
soudage:
• depuis le panneau frontal
• depuis la télécommande
Le LED à côte du symbole confirme la sélection.
8. Séquences du Déclencheur TIG-
Pour la V205-T CA/CC, le soudage TIG peut être
effectué soit en mode de 2 phases soit en mode de
4 phases, qui est sélectionné au moyen du Bouton
Poussoir de Mode de Déclenchement.
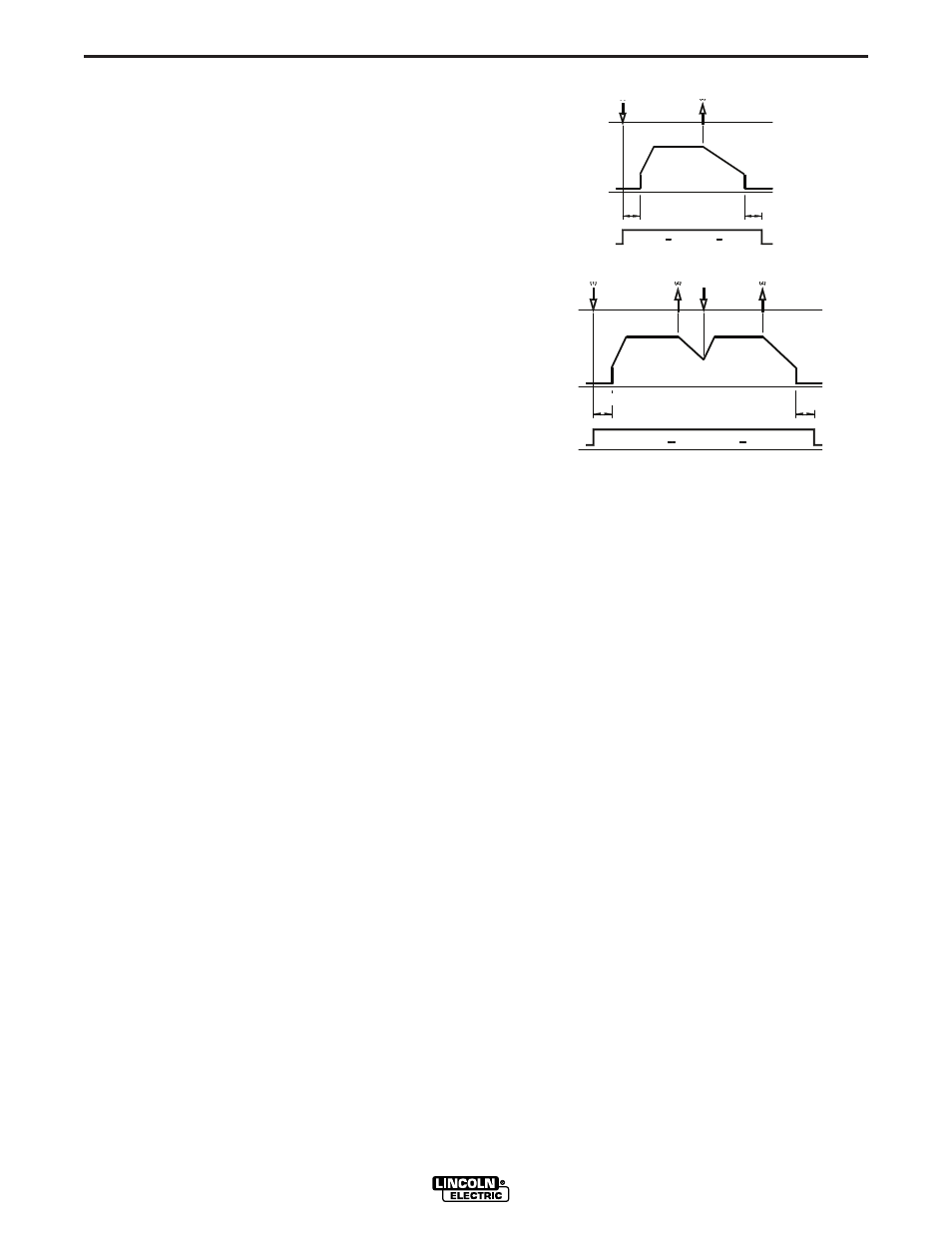
Séquence en 2 Phases
Avec l’interrupteur de Mode de Déclenchement sur
la position 2 Phases, la séquence de soudage suiv-
ante survient. Cette séquence apparaît sur le
Diagramme 1 de 2 Phases.
1. Appuyer sur l’Interrupteur de Démarrage d’Arc et
maintenir la pression pour démarrer la séquence.
La machine ouvre la soupape à gaz pour démarrer
l’écoulement du gaz de protection. Après 0,5 secon-
des de temps de pré – écoulement, pour purger l’air
du tuyau de la torche, la sortie de la machine s’al-
lume. À ce moment, l’arc démarre.
Après que l’arc ait démarré, le courant de sortie
augmente du courant de démarrage au courant de
soudage. Aussi bien le courant de démarrage que
l’augmentation, ou temps de montée, sont pré-étab-
lis. Le courant de démarrage par défaut est de 15
amps et le temps de montée par défaut est de 0,2
secondes.
2. Relâcher l’Interrupteur de Démarrage d’Arc pour
arrêter le soudage
La machine réduit alors le courant de sortie à un
régime contrôlé, ou temps de diminution, jusqu’à ce
que le courant de Finition (aussi connu sous le nom
de Courant de Cratère) soit atteint et que la sortie
de la machine s’éteigne. Aussi bien le Temps de
Diminution que le Courant de Finition peuvent être
pré–établis.
Après que l’arc soit éteint, la soupape à gaz reste
ouverte pour continuer l’écoulement du gaz de pro-
tection vers l’électrode chaude et la pièce à tra-
vailler. La durée de cet après écoulement du gaz de
protection est ajustée par le Paramètre d’Après
Écoulement.
Les variations possibles de cette séquence standard
apparaissent sur le Diagramme 2 de 2 phases. Il est
possible d’appuyer une deuxième fois sur le
déclencheur de la torche TIG en maintenant la pres-
sion durant la diminution pour redémarrer. Après voir
appuyé sur le déclencheur, le courant de sortie aug-
mente au courant de soudage. Cette opération appa-
raît sur le diagramme 2 de 2 phases
Séquence en 4 phases
Avec la position de 4 phases sélectionnée, la séquence
de soudage suivante survient.
1. Appuyer sur l’Interrupteur de Démarrage d’Arc et
maintenir la pression pour démarrer la séquence.
La machine ouvre la soupape à gaz pour démarrer l’é-
coulement du gaz de protection. Après 0,5 secondes
de temps de pré – écoulement, pour purger l’air du
tuyau de la torche, la sortie de la machine s’allume. À
ce moment, l’arc démarre.
Après que l’arc ait démarré, le courant de sortie se
trouve au niveau du courant de Démarrage. Cet état
peut être maintenu aussi longtemps que nécessaire.
Si le courant de Démarrage n’est pas nécessaire, ne pas
maintenir le déclencheur de la torche TIG comme
indiqué au début de cette phase. Au lieu de cela, appuy-
er rapidement sur le déclencheur et le relâcher. Dans
cette condition, la machine passe automatiquement de la
Phase 1 à la Phase 2 lorsque l’arc est démarré.
2. Relâcher le déclencheur de la torche TIG pour com-
mencer la partie principale de la soudure.
Après que l’arc ait démarré, le courant de sortie aug-
mente du courant de démarrage au courant de
soudage. Aussi bien le courant de démarrage que
l’augmentation, ou temps de montée, sont pré-établis.
Le courant de démarrage par défaut est de 15 amps et
le temps de montée par défaut est de 0,2 secondes.
3. Appuyer sur le déclencheur de la torche TIG en
maintenant la pression lorsque la majeure partie de la
soudure est terminée.
La machine réduit alors le courant de sortie à un régime
contrôlé, ou temps de diminution, jusqu’à ce que le
courant de Finition soit atteint. Aussi bien le Temps de
Diminution que le Courant de Finition peuvent être
pré–établis. Ce courant de Finition peut être maintenu
aussi longtemps que nécessaire.
V205-T DC & V205-T AC/DC TIG
BOUTON
DE
LA TORCHE
COURANT
DE SORTIE
PRÉ - ÉCOULEMENT
APRÈS - ÉCOULEMENT
GAZ EN MARCHE
GAZ
BOUTON DE
LA TORCHE
COURANT
DE SORTIE
PRÉ - ÉCOULEMENT
APRÈS - ÉCOULEMENT
GAZ EN MARCHE
GAZ
DIAGRAMME 1 DE 2 PHASES
DIAGRAMME 2 DE 2 PHASES
(1)
(2)
(2)
(2)
(1)