Fonctionnement, B-6 menu de réglages – Lincoln Electric IM937 INVERTEC V205-T AC_DC TIG User Manual
Page 21
B-6
FONCTIONNEMENT
B-6
MENU DE RÉGLAGES
De nombreux paramètres supplémentaires peuvent
être modifiés grâce au Menu de Réglages. Pour
accéder au Menu de Réglages:
• Placer l’interrupteur ON/OFF (allumé/éteint) sur la
position éteinte "0".
• Appuyer sur le Bouton Poussoir de Sélection de
Paramètres et maintenir la pression.
• Placer l’interrupteur On/Off (allumé/éteint) sur la
position allumée "I" sur l’arrière de la machine; la
lumière de tension d’entrée « Point 1 » (LED vert)
confirme le fonctionnement normal.
• Le mode de RÉGLAGE est confirmé par un "0" cen-
tral sur l’Écran Numérique « Point 6 ».
-
Tourner le Bouton de Réglage de Sortie /
Paramètres, l’Écran Numérique affiche les chiffres
qui correspondent aux paramètres en séquence;
s’arrêter sur le paramètre souhaité et pousser le «
Bouton Poussoir Réglages / Paramètres ».
-
Le chiffre sur l’Écran Numérique "Point 6" est rem-
placé par la valeur du paramètre qui peut être
modifié au moyen du bouton de réglage Sortie /
Paramètres "Point 5".
- Avec le paramètre (11), toutes les modifications
faites en mode de RÉGLAGE sont annulées et les
valeurs standard établies par Les Invertec V205-T
DC et V205-T AC/DC se rétablissent.
-
Pour quitter le Menu de Réglages, retourner sur
"0" et appuyer sur le Bouton Poussoir Réglages /
Paramètres.
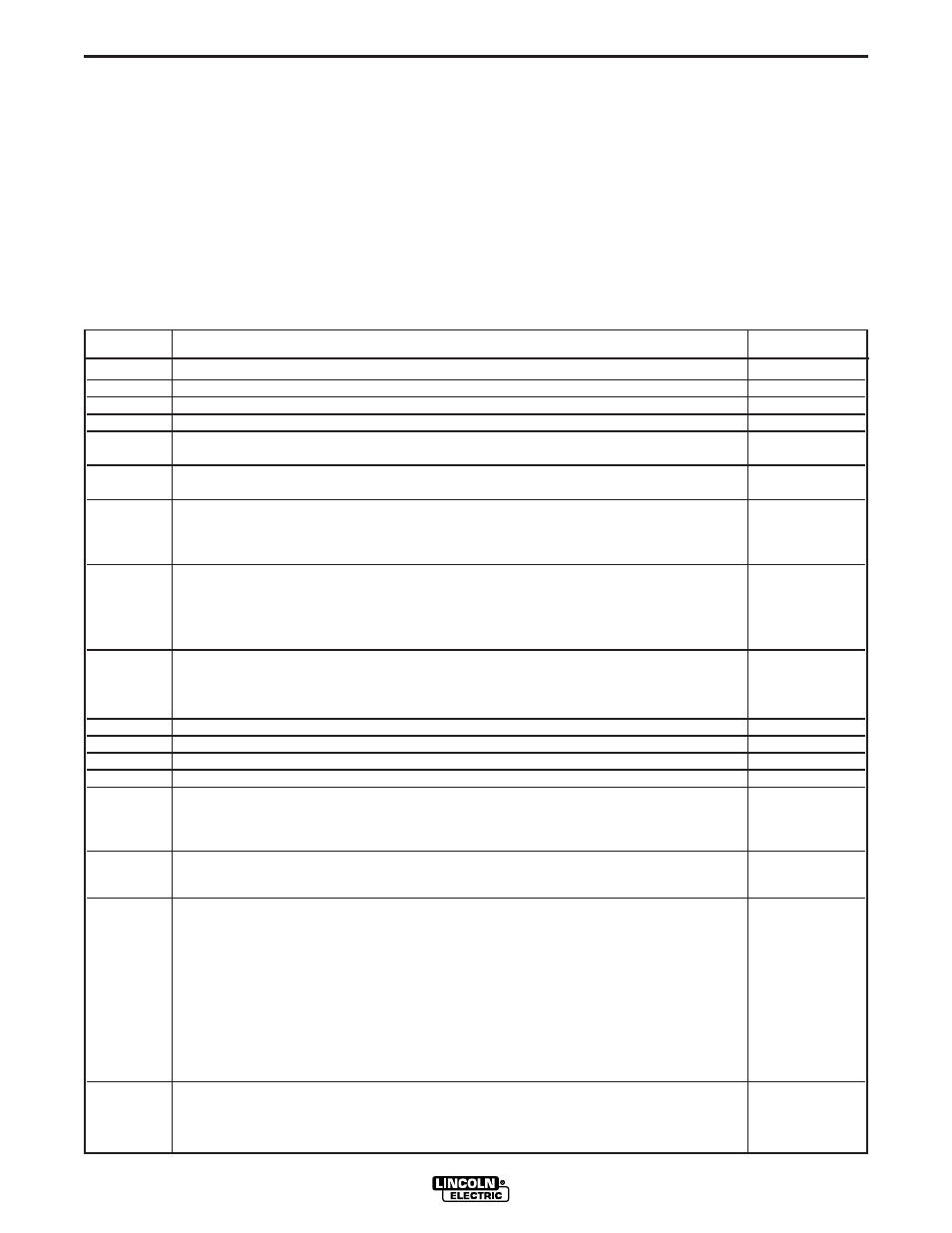
V205-T DC & V205-T AC/DC TIG
INDICATEUR
PARAMÉTRE
PAR DEFAULT
0
Sortie de Réglages
2
Temps de Pré - Écoulement (0 - 25 secondes)
0.5 sec.
3
Force de l’Arc, pourcentage au-dessus du Courant de Crête seulement pour mode baguette (0 - 100%)
30%
4
Démarrage à Chaud, pourcentage au-dessus du Courant de Crête seulement pour mode baguette (0 - 100%)
80%
5
Mode Agressif de Force d’Arc, Pourcentage Supérieur au Courant de Crête pour Électrode
Fourrée Uniquement (0-500%)
350%
6
Mode Agressif de Force d’Arc, Pourcentage Supérieur au Courant de Crête pour Électrode
Fourrée Uniquement (0-500%)
150%
7
Réglage de la Forme d’Onde CA
2 (Carrée)
0 = Sinusoïdale
1 = Triangulaire
2 = Carrée
VRD
Éteinte (Off) = Inhabilité
8
1 =- Habiliteur (établit la limite de sortie CV à 12V)
Off
1 =- Habiliteur (établit la limite de sortie CV à 20V)
1 =- Habiliteur (établit la limite de sortie CV à 30V)
Valeur Maximum de Courant de Soudage avec Télécommande
9
(6 amps = Courant de Crête)
Courant de Crête
NOTE: Le Courant de Crête (Courant de Soudage Maximum) peut être limité par la tension
d’entrée, le mode de soudage, la forme d’onde TIG CA et la fréquence TIG CA
10
Touch Start ou Démarrage H.F. en TIG CC (0 = Démarrage H.F., 1 = Touch Start)
H.F.
11
Rétablit tous les paramètres
12
COURANT D’AMORÇAGE EN MODE TIG C.C. 6-200
40 Amps
13
Polarité de Démarrage en mode TIG CC 0=CC- ou 1=CC+
0
Sélection du Déclencheur en 2 Phases
14
1
0 = Redémarrage Désactivé
1 = Redémarrage Activé
15
Sélection du Déclencheur en 4 Phases
0
0 = Redémarrage Désactivé
1 = Redémarrage Activé
Puissance de Démarrage, seulement (pour soudage TIG en
mode C.A. uniquement sur modèles AC/DC)
Cette fonction établit la limite d’énergie de démarrage initiale. Régler ce chiffre sur une
configuration supérieure à la valeur prédéterminée en usine si besoin est afin
d’améliorer le démarrage des électrodes en tungstène de diamètre supérieur.
16
0,5 à 1,0 = configuration d’énergie de démarrage manuel 2
2
1,2 à 5,0 = limite de croissance maximum (Voir la Note)
Note: Si la machine ne commence pas un arc de soudage, elle répète
séquence de démarrage avec une énergie de démarrage avec
une énergie de démarrage augmentée jusqu’à sa limite.
Configuration du COURANT DE BASE TIG À IMPULSIONS :
17
0 = Configuration de la valeur absolue 1
1
1 = Configuration de la valeur en pourcentage