Fonctionnement – Lincoln Electric IM937 INVERTEC V205-T AC_DC TIG User Manual
Page 20
B-5
FONCTIONNEMENT
B-5
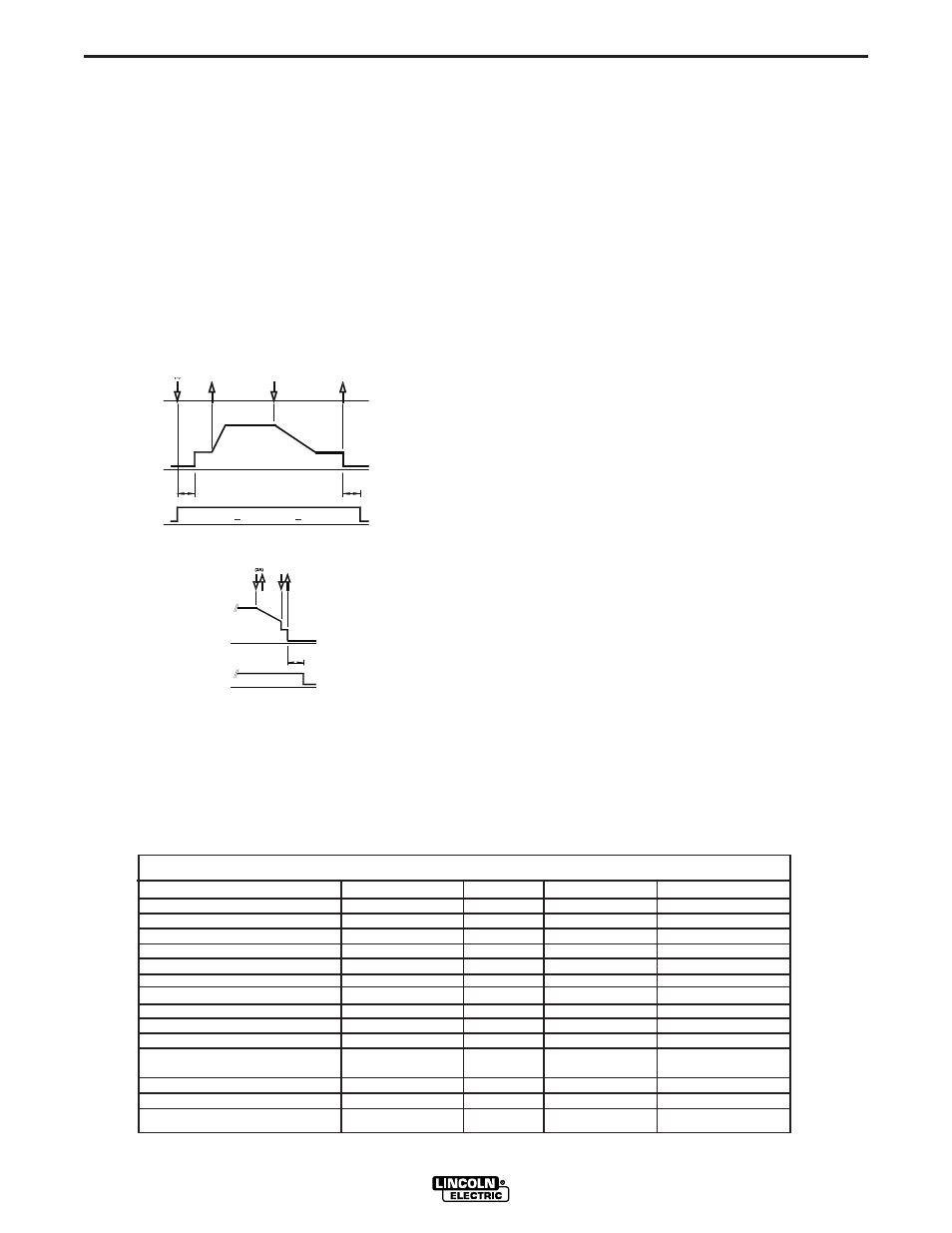
4. Relâcher le déclencheur de la torche TIG.
Le courant de sortie de la machine s’éteint et la
soupape à gaz reste ouverte pour continuer l’écoule-
ment du gaz de protection. La durée de cet après
écoulement du gaz de protection est ajustée par le
Paramètre d’Après Écoulement. Cette opération appa-
raît sur le diagramme 1 de 4 phases.
Les variations possibles de cette séquence standard
apparaît sur le diagramme 1 de 4 phases. En
relâchant et appuyant à nouveau sur le déclencheur de
la torche TIG pendant la phase de diminution, la sortie
tombe immédiatement au niveau du Courant de
Finition et elle s’y maintient. Lorsque le déclencheur
est relâché, la sortie s’éteint et l’après écoulement
commence. Cette opération apparaît sur le
diagramme 2 de 4 phases.
9.
Bouton de Sélection de Soudage - Permet la
sélection du mode de soudage. Le LED à côté du
symbole confirme la sélection:
• Baguette Agressive – Est utilisée avec les électrodes E6010
et d’autres électrodes à base de cellulose.
• Baguette Souple – Est utilisée avec des électrodes à faible
teneur en hydrogène et les électrodes E7018
• TIG CC
• TIG c.a. (modèles AC/DC uniquement)
10. Connexion d’Électrode (Négative) - Pour
système de déconnexion rapide utilisant des prises
de câble Twist-Mate™ avec passage à gaz pour
Torches TIG.
11. Connecteur de Télécommande - Pour la
connexion d’une Amptrol à Pédale ou Manuelle
Lincoln ou d’un Interrupteur de Démarrage d’Arc.
Voir la section ACCESSOIRES pour les options
disponibles.
12. Connexion d’Électrode (Positive) - Pour système
de déconnexion rapide utilisant des prises de câble
Twist-Mate™.
13. Affichage de Paramètres de Soudage - Les
LEDs montrent le mode ou paramètre de soudage
qui est activé pour son ajustement.
• S’il est nécessaire de modifier les paramètres de
soudage "Point 13":
- Attendre quatre secondes après que les LEDs sur le pan-
neau se soient éteints, le LED du courant de soudage s’al-
lume.
- Appuyer sur le bouton poussoir RÉGLAGES/Paramètres
"Point 4"; à chaque fois qu’on appuie sur le bouton pous-
soir, l’un des LEDs sur le diagramme "Point 13"
s’allume (en séquence dans le sens des aiguilles d’une
montre) et la valeur du paramètre apparaît sur l’Écran
Numérique « Point 6 ». S’arrêter sur le paramètre souhaité.
- Tourner le Bouton de Réglage Sortie/Paramètres "Point 5"
et modifier la valeur du paramètre.
- Appuyer à nouveau sur le bouton poussoir
RÉGLAGES/Paramètres pour passer à un autre paramètre,
ou attendre cinq secondes et le LED de Courant de
Soudage s’allume à nouveau.
14. Lumière indicatrice de l’état du DRT (Dispositif de
Réduction de Tension) – Le dispositif de réduction
de tension peut être habilité depuis le menu de
configuration et on peut également établir une limite
de tension qui réduise la tension de circuit ouvert
lorsqu’on ne soude pas à cette limite. S’il est habilité
pendant que la machine est au repos, la lumière
Verte de marche du DRT s’allume pour indiquer que
la tension a été réduite en dessous de la limite
établie. Si le dispositif DRT n’est pas habilité (réglage
prédéterminé en usine) depuis le menu de
configuration ou pendant le soudage, la lumière
rouge d’arrêt du DRT s’allume.
V205-T DC & V205-T AC/DC TIG
DIAGRAMME 1 DE 4 PHASES
DIAGRAMME 2 DE 4 PHASES
BOUTON DE
LA TORCHE
COURANT
DE SORTIE
APRÈS - ÉCOULEMENT
--- GAZ EN MARCHE ---
GAZ
BOUTON
DE
LA TORCHE
COURANT
DE SORTIE
PRÉ - ÉCOULEMENT
APRÈS - ÉCOULEMENT
GAZ EN MARCHE
GAZ
PARAMÈTRES DE SOUDAGE PAR DÉFAUT ET REGISTRES
PARAMÈTRE
VALEUR
MIN
MAX
PAR DEFAULT
COURANT DE DÉMARRAGE
AMPS
6
MAX
15
MONTÉE
SEC.
0
10
0,2
COURANT DE SOUDAGE*
AMPS
6
MAX
100
DIMINUTION
SEC.
0
10
1,0
COURANT DE FINITION
AMPS
6
MAX
8
APRÈS ÉCOULEMENT
SEC.
0,2
60
5,0
FRÉQUENCE D’IMPULSIONS
HZ
0,1
500
0,5
% SUR TEMPS
%
5
95
50
COURANT DE FOND
% DE COURANT SOUDAGE
1
100
20
FRÉQUENCE CA
HZ
20
150
100
ÉQUILIBRAGE CA
% EN
35
85
75
(EN = électrode négative)
MODE
TIG CC
DÉCLENCHEUR
2 PHASES
LOCAL / TÉLÉCOMMANDE
LOCAL
(1)
(2)
(3)
(4)
* Le Courant de Soudage Maximum peut être limité par la tension d’entrée, le Mode de Soudage, la forme d’onde TIG CA et la fréquence TIG CA.