Operacion – Lincoln Electric IM728 INVERTEC V205-T AC_DC TIG User Manual
Page 22
1. El balance de onda de CA se puede establecer a un
porcentaje de electrodo negativo m
á
s alto, lo que
minimiza el calentamiento y erosi
ó
n del tungsteno.
2. Es posible variar la frecuencia de CA para
“
enfocar
”
el arco. Aumentar esta frecuencia por arriba de
60Hz estrechar
á
el arco de forma c
ó
nica de la punta
del tungsteno y diminuirla por debajo de 60Hz, lo
ampliar
á
.
Los dos beneficios anteriores se pueden utilizar para
mantener un enfoque estricto del arco a fin de lograr
un control preciso del calor y acceso firme a la junta.
Debido a las capacidades de los inversores de CA en
estas
á
reas, se hacen las siguientes recomendaciones
como punto de partida:
•
Se recomienda un tungsteno toriado 2% en lugar de
un tungsteno Puro, el cual se recomienda
normalmente par soldadura de CA. Los tungstenos
toriados emiten electrones en forma m
á
s f
á
cil y, por
lo tanto, mejoran el arranque.
•
Afile el tungsteno hasta obtener una punta.
Normalmente, se recomienda redondear
previamente un tungsteno puro para la soldadura de
CA con una fuente de poder convencional. Sin
embargo, el inversor de CA con su mayor control del
balance de CA minimiza el calentamiento del
tungsteno permitiendo as
í
el uso de un tungsteno
puntiagudo.
•
Establezca el control de Balance de CA al valor
m
á
ximo de electrodo negativo del 85%. Esto se
puede reducir si el material soldado est
á
muy
oxidado; sin embargo, es conveniente iniciar al
m
á
ximo y ajustar a un valor m
í
nimo.
•
Establezca la Frecuencia de CA en el rango de 100
a 120 Hz. Esto es un
“
Radio de Acci
ó
n
Conveniente
”
para la mayor
í
a de las aplicaciones de
aluminio.
B-9
OPERACION
B-9
SOLDADURA TIG DE ACERO
El proceso TIG es muy efectivo para soldar acero al
carbono y acero de aleaci
ó
n, especialmente en
aplicaciones que requieren resultados de precisi
ó
n.
Se requiere Polaridad Negativa de Electrodo de CD.
Ya que este proceso no incluye la remoci
ó
n de
impurezas, es necesario limpiar y preparar los bordes
adecuadamente.
MATERIAL DE RELLENO:
Las varillas de relleno deben depositar soldaduras con
caracter
í
sticas mec
á
nicas para la aplicaci
ó
n.
SOLDADURA TIG DE COBRE
Ya que la soldadura TIG es un proceso que se
caracteriza por una alta concentraci
ó
n de calor, es
particularmente conveniente para soldar materiales
con alta conductividad t
é
rmica, como el cobre. Como
con el acero, se emplea la Polaridad Negativa de
Electrodo de CD, con arg
ó
n como el gas protector.
Considerando la fluidez del cobre derretido, el uso de
soporte de respaldo podr
í
a resultar
ú
til.
MATERIAL DE RELLENO:
A fin de evitar la oxidaci
ó
n del material derretido, se
utilizan normalmente materiales de relleno que
contienen f
ó
sforo, silic
ó
n u otros materiales
desoxidantes. Las propiedades mec
á
nicas tambi
é
n se
pueden mejorar a trav
é
s del uso de la plata.
CONSEJOS PARA SOLDADURA TIG DE CA
Las fuentes de poder TIG de la Inverter de CA ofrecen
dos ventajas importantes sobre las fuentes de poder
de Rectificador Controlado por Silic
ó
n (SCR) /
transformador:
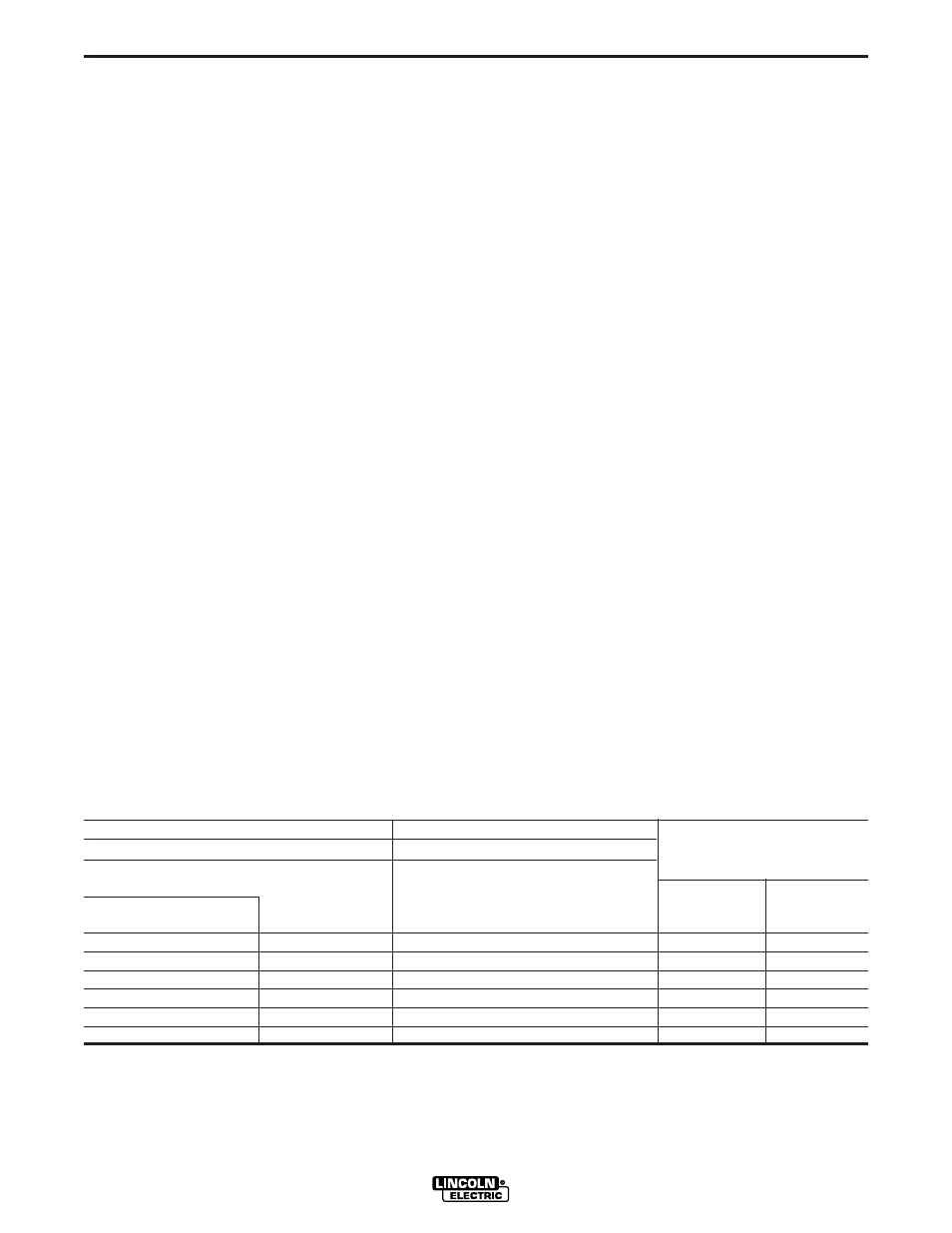
V205-T AC/DC TIG
Proceso GTAW
Polaridad del Electrodo
Afilado de-
Afilado
Velocidad Aproximada
Prep. de la punta del electrodo CD
de CA
Del Flujo de Gas Arg
ó
n
Tipo de electrodo
C.F.H. (l/min.)
Tam. de electrodo-pulg. EWTh-2, EWLa-1
EWTh-2, EWLa-1
Acero
(mm)
Aluminio
Inoxidable
.010 (0.25)
Up to 15 A.
Up to 15 A.
3-8
(2-4)
3-8
(2-4)
.020 (0.50)
Up to 15 A.
Up to 20 A.
5-10
(3-5)
5-10
(3-5)
.040 (1.0)
Up to 80 A.
Up to 60 A.
5-10
(3-5)
5-10
(3-5)
1/16 (1.6)
Up to 150 A.
Up to 130 A.
5-10
(3-5)
9-13
(4-6)
3/32 (2.4)
Up to MAX. A.
Up to MAX. A.
13-17
(6-8)
11-15 (5-7)
1/8 (3.2)
X
X
15-23 (7-11)
11-15 (5-7)
Tungsten electrodes are classified as follows by the American Welding Society (AWS):
+2% Thoria .......................EWTh-2 ...red
+1.5% Lanthana ...............EWLa-1 ...black