Operacion, B-6 men ú de configuraci ó n – Lincoln Electric IM728 INVERTEC V205-T AC_DC TIG User Manual
Page 19
B-6
OPERACION
B-6
MEN
Ú
DE CONFIGURACI
Ó
N
A trav
é
s del Men
ú
de Configuraci
ó
n es posible
modificar varios par
á
metros adicionales. A fin de
acceder el Men
ú
de Configuraci
ó
n:
•
Coloque el interruptor de ENCENDIDO/APAGADO
en APAGADO
“
0
”
.
•
Mantenga oprimido el Bot
ó
n de Selecci
ó
n de
Par
á
metro.
•
Coloque el interruptor de Encendido/Apagado en
"I" en la parte posterior de la m
á
quina; el
“
Elemento
1 Luz de Voltaje de Entrada
”
(LED Verde) confirma
la operaci
ó
n normal.
•
El modo de CONFIGURACI
Ó
N queda confirmado
con un
“
0
”
central en el
“
Elemento 6 Pantalla
Digital
”
.
-
Gire la Perilla de Ajuste de
Salida/Par
á
metro; la Pantalla Digital muestra
los n
ú
meros que corresponden a los
par
á
metros en secuencia; pare en el
par
á
metro deseado y oprima el
“
Bot
ó
n de
Configuraci
ó
n/Par
á
metro".
- El n
ú
mero del
“
Elemento 6 Pantalla Digital
”
es reemplazado por el valor del par
á
metro
que se puede modificar a trav
é
s del
“
Elemento 5 Perilla de Ajuste de
Salida/Par
á
metro".
-
Con el par
á
metro (9) todas las
modificaciones hechas en el modo de
CONFIGURACI
Ó
N se cancelan y los
valores est
á
ndar establecidos por la Invertec
V205-T de CA/CD se restablecen.
- Para salir del Men
ú
de Configuraci
ó
n,
regrese a
“
0
”
y oprima el Bot
ó
n de
Configuraci
ó
n/Par
á
metro.
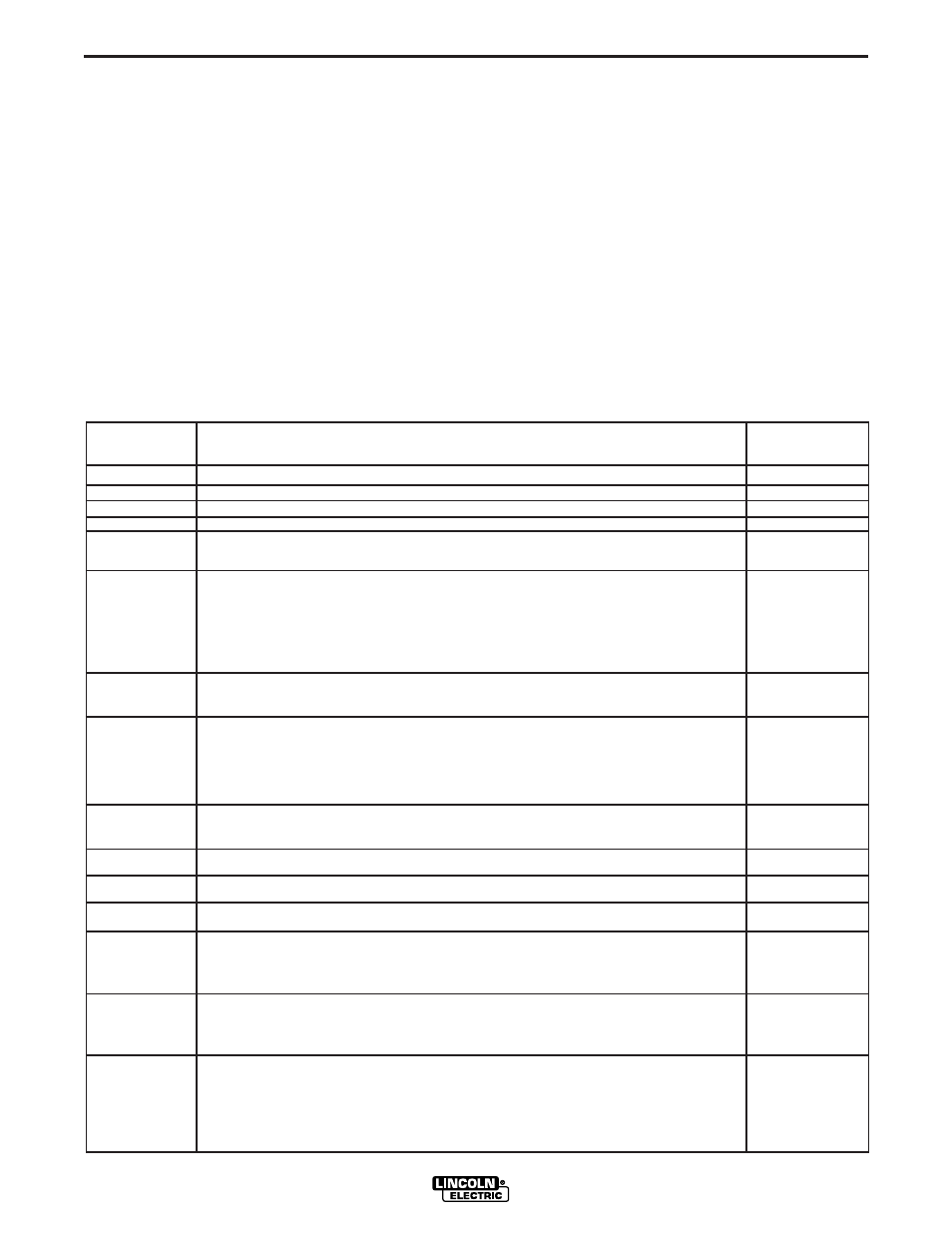
V205-T AC/DC TIG
INDICATOR
PARAMETRO
PREDETERMINADO
Salida de la Configuraci
ó
n
No se Utiliza
Tiempo de Preflujo (0 - 25 segundos)
Fuerza del Arco, porcentaje superior a la Corriente Pico para Electrodo Revestido
ú
nicamente (0 - 100%)
Arranque en Caliente, porcentaje superior a la Corriente Pico para Electrodo Revestido
ú
nicamente (0 - 100%)
Configuraci
ó
n de la Forma de Onda de CA
0 = Sinusoidal
1 = Triangular
2 = Cuadrada
NOTA: Este par
á
metro limita la corriente de soldadura m
á
xima, vea la secci
ó
n
“
LIMITACIONES DE SALIDA
”
de este manual.
Valor de Corriente de Soldadura M
í
nimo con Control Remoto, para TIG
ú
nicamente.
(6 Amps
–
Valor establecido para Indicador 7)
Valor de Corriente de Soldadura M
á
ximo con Control Remoto, para TIG
ú
nicamente.
(Valor establecido para Indicador 6
–
Corriente Pico)
NOTA: La Corriente Pico (Corriente de Soldadura M
á
xima) se puede limitar a trav
é
s del voltaje de entrada, modo de
soldadura, TIG de CA y frecuencia TIG de CA
.
Arranque al Tacto o Arranque H.F. en TIG de CD (0 = Arranque H.F., 1 = Arranque al Tacto)
Este par
á
metro se ignora en el Modo TIG de CA
Restablezca todos los Par
á
metros, (incluyendo las configuraciones del panel de control)
No se Utiliza
No se Utiliza
Selecci
ó
n de Gatillo de 2 Pasos
0 = Reinicio Inhabilitado
1 = Reinicio Habilitado
Selecci
ó
n de Gatillo de 4 Pasos
0 = Reinicio Inhabilitado
1 = Reinicio Habilitado
Alimentaci
ó
n Inicial, para TIG
ú
nicamente
Esta funci
ó
n establece el l
í
mite de energ
í
a de arranque inicial.
(1.0 = m
í
n. 5.0 = m
á
x.)
Nota: Si la m
á
quina no inicia un arco de soldadura repetir
á
la secuencia de arranque con una
alimentaci
ó
n inicial mayor hasta este l
í
mite.
Establezca este n
ú
mero a un nivel mayor que el valor predeterminado
de f
á
brica si es necesario para mejorar el inicio de electrodos de tungsteno de di
á
metro grande.
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
0.05 seg.
30%
80%
2 (cuadrado)
10 amps
Corriente pico
0
1
0
2.0