Operacion – Lincoln Electric IM728 INVERTEC V205-T AC_DC TIG User Manual
Page 20
B-7
OPERACION
B-7
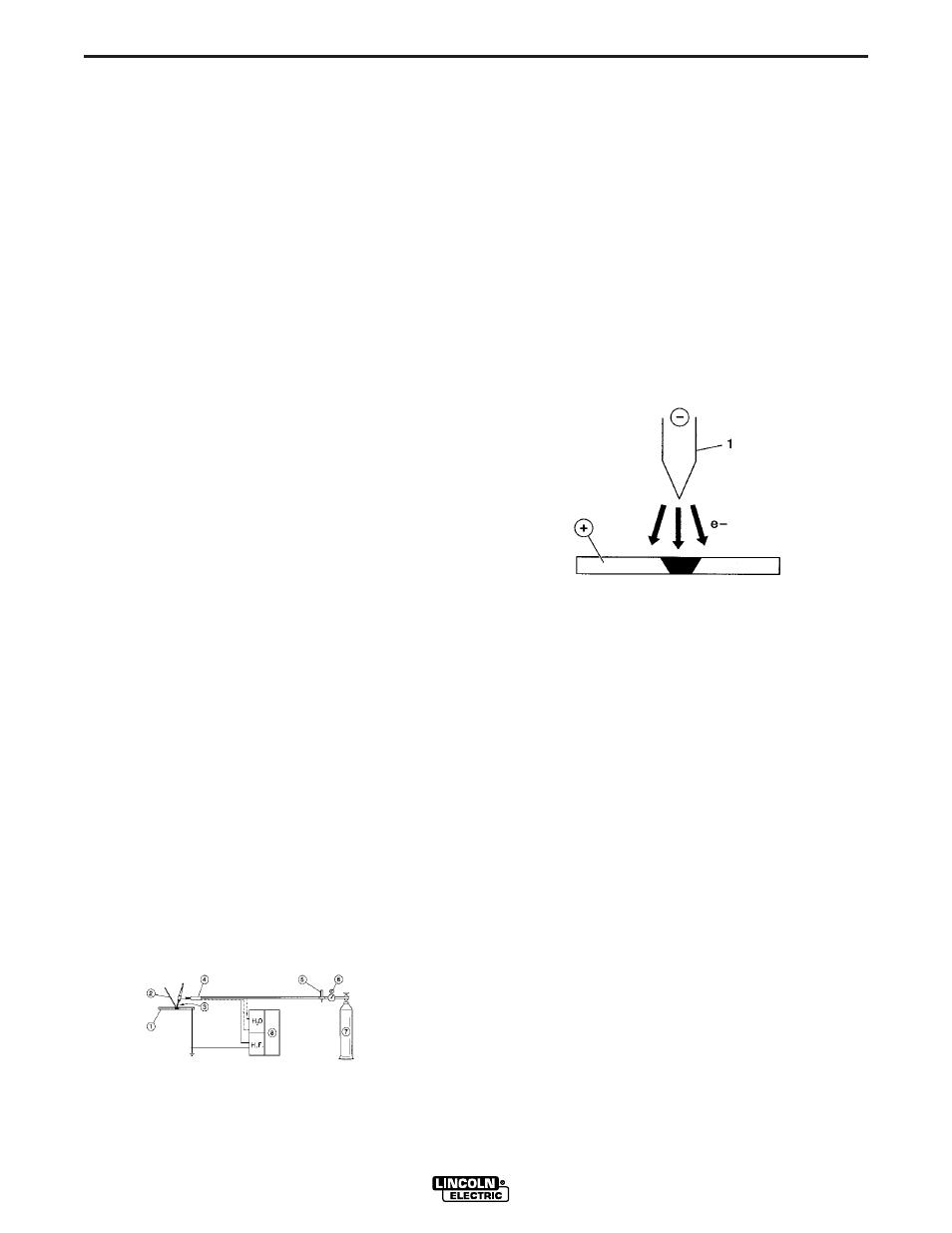
POLARIDAD DE SOLDADURA
Polaridad Negativa de Electrodo de CD (Polaridad
de Avance de Corriente Directa)
(vea la FIGURA B.4)
Al soldar se genera un flujo continuo de electrones del
electrodo a la pieza de trabajo.
Esta es la polaridad m
á
s utilizada, que asegura un
desgaste limitado del electrodo, ya que la mayor
í
a del
calor se concentra en al
á
nodo (pieza de trabajo). Las
soldaduras estrechas y profundas se obtienen con
altas velocidades de recorrido.
La mayor
í
a de los materiales, con excepci
ó
n del
aluminio y magnesio, se sueldan con esta polaridad.
FIGURA B.4
V205-T AC/DC TIG
LIMITACIONES DE SALIDA
La corriente de salida m
á
xima, como se especifica en
la secci
ó
n de instalaci
ó
n de este manual, disminuye en
dos situaciones; Formas de Onda de CA y
Frecuencias de CA Elevadas.
•
Formas de Onda de CA Alternas (Vea el Men
ú
de
Configuraci
ó
n)
Cuadradas salida
m
á
xima de 200 amps
Sinusoidales
salida m
á
xima de 150 amps
Triangulares
salida m
á
xima de 120 amps
•
Frecuencias de CA Elevadas.
Arriba de 85Hz (salida de CA), la salida de
onda cuadrada est
á
limitada a 170 amps. Las
Frecuencias de CA Elevadas no afectan la
salida de las Formas de Onda Sinusoidales y
Triangulares.
A fin de asegurar una operaci
ó
n confiable, estos
valores disminuidos han sido programados en la
Invertec V205-T de CA/CD.
SOLDADURA TIG DE CD
(vea la FIGURA B.3)
El proceso de soldadura TIG (Gas Inerte de
Tungsteno) se basa en la presencia de un arco
el
é
ctrico entre un electrodo no consumible (tungsteno
puro o aleaci
ó
n con una temperatura de fusi
ó
n
aproximada de 3370
°
C) y la pieza de trabajo. Una
atm
ó
sfera de gas inerte (normalmente arg
ó
n) protege
al charco de soldadura.
A fin de evitar la inclusi
ó
n del tungsteno en la junta, el
electrodo no debe hacer contacto con la pieza de
trabajo. Por esta raz
ó
n, el arco se inicia a trav
é
s de un
generador de alta frecuencia.
Para situaciones que no requieren Alta Frecuencia, el
TIG de Arranque al Tacto reduce la corriente de corto
circuito para mantener las inclusiones de tungsteno al
m
í
nimo.
A fin de mejorar la calidad del cord
ó
n de soldadura al
final de la misma, es importante controlar
cuidadosamente la ca
í
da de pendiente de la corriente,
y asegurar una cobertura de gas adecuada sobre la
soldadura.
1) Pieza de Trabajo
2) Material de Relleno
3) Electrodo no consumible
4) Antorcha
5) Medidor de flujo
6) Reductor de presi n
7 ) Gas Inerte (normalmente arg n)
8) Fuente de Poder
FIGURA B.3