Operacion – Lincoln Electric IM728 INVERTEC V205-T AC_DC TIG User Manual
Page 17
B-4
OPERACION
B-4
5. Perilla de Ajuste de Salida/Par
á
metro
- Le permite
ajustar continuamente la corriente tanto en la
soldadura TIG como en la de electrodo revestido.
Tambi
é
n le permite cambiar el valor que aparece en
el
“
Elemento 6 Pantalla Digital
”
del par
á
metro
seleccionado con
“
Elemento 4 Bot
ó
n de
Configuraci
ó
n/Selecci
ó
n de Par
á
metro
”
.
6. Pantalla Digital -
Muestra los valores establecidos
actualmente para cada modo o par
á
metro de
soldadura.
7. Bot
ó
n Local/Remoto -
Selecciona el sistema de
ajuste de corriente de soldadura:
•
desde el panel frontal
•
desde el control remoto
El LED al lado del s
í
mbolo confirma la selecci
ó
n.
8.
Secuencias de Gatillo Tig -
Para la V205-T de CA/CD, la soldadura TIG se puede
hacer en el modo de 2
ó
4 pasos que se selecciona
con el Bot
ó
n de Modo de Gatillo.
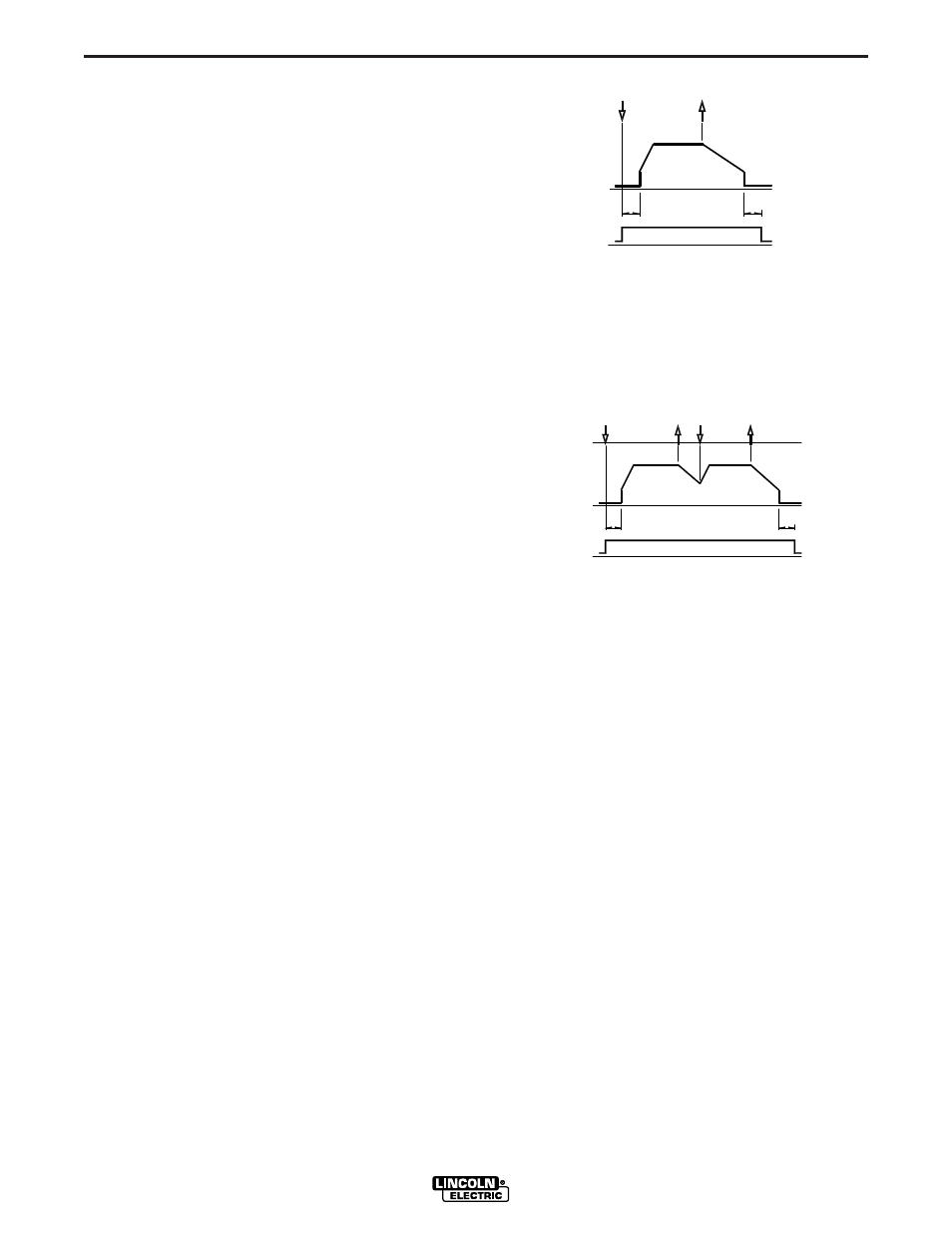
Secuencia de 2 pasos
Con el interruptor de Modo de Gatillo en la posici
ó
n 2-
step, ocurrir
á
la siguiente secuencia de soldadura.
Esta secuencia se muestra en el
“
Diagrama 1 de 2
pasos
”
.
1. Mantenga oprimido el Interruptor de Inicio de Arco
para iniciar la secuencia.
La m
á
quina abrir
á
la v
á
lvula de gas para iniciar el
flujo del gas protector. Despu
é
s de un tiempo de
preflujo de 0.5 segundos, se ENCIENDE la salida de
la m
á
quina para purgar el aire de la manguera de la
antorcha. El arco inicia en este punto.
Despu
é
s de que ha iniciado el arco, la corriente de
salida aumentar
á
de la corriente de inicio a la de
soldadura. La corriente de inicio y el tiempo de
aumento o subida de pendiente son
preconfigurables. La corriente de inicio
predeterminada es de 15 amps, y el tiempo de
subida de pendiente predeterminado es de 0.2
segundos.
2. Suelte el Interruptor de Inicio de Arco para detener
la soldadura.
La m
á
quina ahora disminuir
á
la corriente de salida a
una velocidad controlada, o tiempo de ca
í
da de
pendiente, hasta alcanzar la Corriente Final
(tambi
é
n com
ú
nmente conocida como Corriente de
Cr
á
ter), y despu
é
s se APAGAR
Á
la salida de la
m
á
quina. Es posible preestablecer tanto el Tiempo
de Ca
í
da de Pendiente como la Corriente Final.
Despu
é
s de que el arco se APAGA, la v
á
lvula de
gas permanecer
á
abierta para continuar el flujo de
gas protector al electrodo caliente y pieza de trabajo.
La duraci
ó
n de este gas protector de postflujo es
ajustada por el Par
á
metro de Postflujo.
LAS VARIACIONES posibles de esta secuencia
est
á
ndar se muestran en el
“
Diagrama 2 de 2 Pasos
”
.
Para reiniciar, se puede mantener oprimido por
segunda vez el gatillo de la antorcha TIG durante la
ca
í
da de pendiente. Despu
é
s de oprimir el gatillo, la
corriente de salida aumentar
á
hasta alcanzar la
corriente de soldadura. Esta operaci
ó
n se muestra en
el
“
Diagrama 2 de 2 Pasos
”
.
Secuencia de 4 Pasos
Con 4-step seleccionado, ocurrir
á
la siguiente
secuencia de soldadura.
1. Mantenga oprimido el Interruptor de Inicio de Arco
para iniciar la secuencia.
La m
á
quina abrir
á
la v
á
lvula de gas para iniciar el flujo
del gas protector. Despu
é
s de un tiempo de preflujo
de 0.5 segundos, para purgar el aire de la manguera
de la antorcha, se ENCIENDE la salida de la m
á
quina.
El arco inicia en este punto.
Despu
é
s de que ha iniciado el arco, la corriente de
salida pasar
á
a la corriente de inicio. Esta condici
ó
n se
puede mantener por mucho o poco tiempo, seg
ú
n sea
necesario
Si la corriente de Inicio no es necesaria, no mantenga
oprimido el gatillo de la antorcha TIG como se describe
al inicio de este paso. En su lugar, oprima y libere
r
á
pidamente el gatillo. En esta condici
ó
n, la m
á
quina
pasar
á
autom
á
ticamente del Paso 1 al 2 cuando se
inicia el arco.
2. Suelte el gatillo de la antorcha TIG para iniciar la
parte principal de la soldadura.
La corriente de salida aumentar
á
de la corriente de
inicio a la de soldadura. La corriente de inicio y el
tiempo de aumento o subida de pendiente son
preconfigurables. La corriente de inicio
predeterminada es de 15 amps, y el tiempo de subida
de pendiente predeterminado es de 0.2 segundos.
V205-T AC/DC TIG
DIAGRAMA 1 DE 2 PASOS
DIAGRAMA 2 DE 2 PASOS
(1)
(2)
(2)
(2)
(1)
BOT
Ó
N DE LA
ANTORCHA
BOT
Ó
N DE LA
ANTORCHA
CORRIENTE
DE SALIDA
CORRIENTE
DE SALIDA
GAS
GAS
PREFLUJO POSTFLUJO
PREFLUJO POSTFLUJO
GAS ENCENDIDO
GAS ENCENDIDO