Operacion – Lincoln Electric IM728 INVERTEC V205-T AC_DC TIG User Manual
Page 18
B-5
OPERACION
B-5
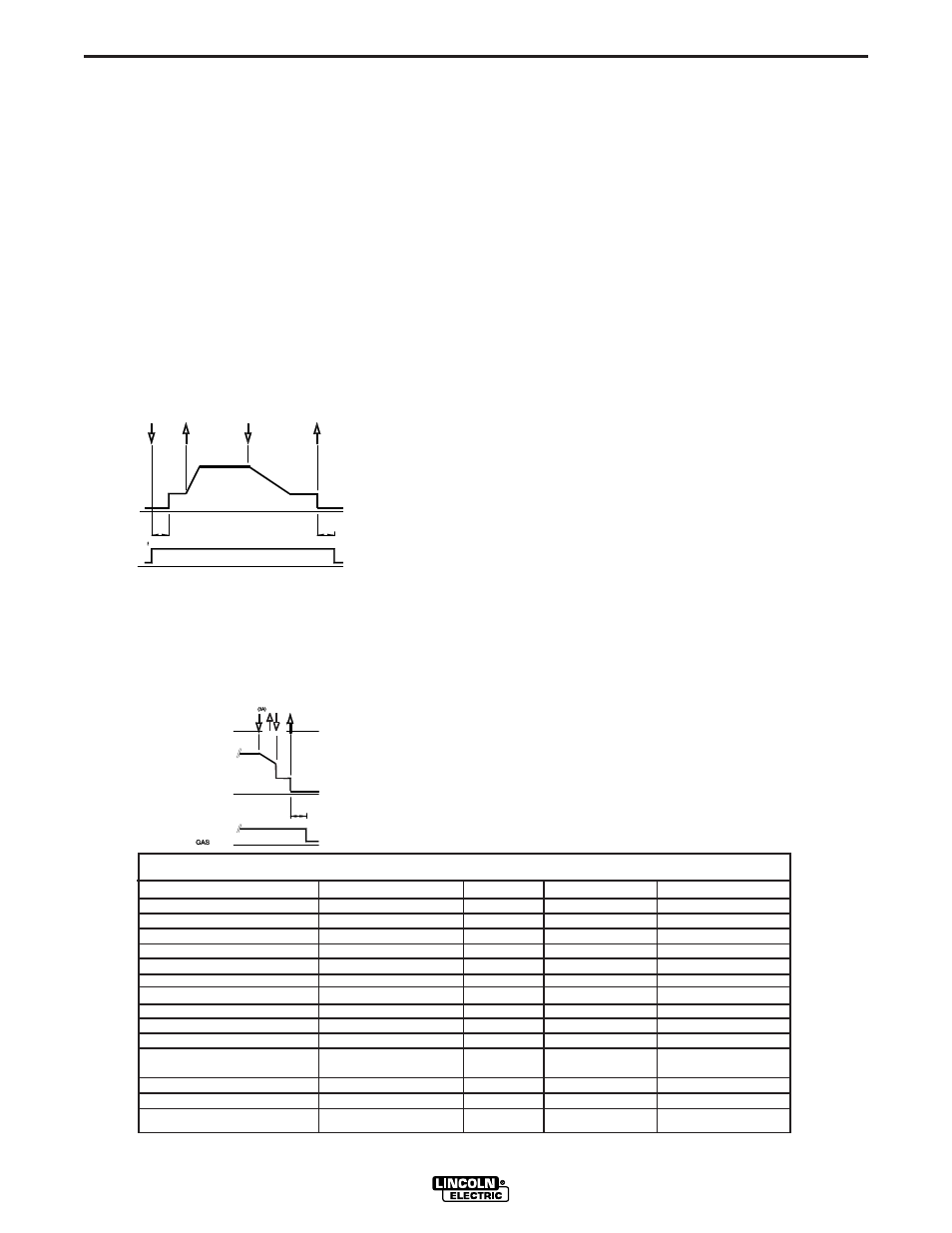
3. Mantenga oprimido el gatillo de la antorcha TIG
cuando haya terminado la parte principal de la
soldadura.
La m
á
quina ahora disminuir
á
la corriente de salida,
o tiempo de ca
í
da de pendiente, hasta alcanzar la
corriente Final. Tanto el Tiempo de Ca
í
da de
Pendiente como la Corriente Final son
preconfigurables. Esta corriente final se puede
mantener por mucho o poco tiempo, seg
ú
n sea
necesario.
4. Suelte el gatillo de la antorcha TIG.
La corriente de salida de la m
á
quina se APAGAR
Á
y la v
á
lvula de gas permanecer
á
abierta para
continuar el flujo del gas protector. La duraci
ó
n de
este tiempo de postflujo se ajusta a trav
é
s del
par
á
metro de Postflujo. Esta operaci
ó
n se muestra
el
“
Diagrama 1 de 4 Pasos
”
.
A continuaci
ó
n, se muestran variaciones posibles de
esta secuencia est
á
ndar.
Al soltar y volver a oprimir el gatillo de la antorcha TIG
durante el paso de ca
í
da de pendiente, la salida caer
á
inmediatamente a la Corriente Final y se mantendr
á
ah
í
. Liberar el gatillo apagar
á
la salida e iniciar
á
el
postflujo. Esta operaci
ó
n se muestra en el
“
Diagrama
2 de 4 Pasos
”
.
9. Bot
ó
n de Selecci
ó
n de Soldadura -
Permite la
selecci
ó
n del modo de soldadura. El LED al lado
del s
í
mbolo confirma la selecci
ó
n:
•
Varilla revestida
•
TIG DC
•
TIG AC
10. Conexi
ó
n de Electrodo (Negativa) -
Para un
sistema de desconexi
ó
n r
á
pida que usa los
enchufes de cable Twist-MateTM con paso de gas
para Antorchas TIG.
11. Conector de Control Remoto
- Para conexi
ó
n de
un Control de Pie, Control de Mano o Interruptor de
Inicio de Arco de Lincoln. Para conocer las
opciones disponibles, vea la secci
ó
n
ACCESORIOS.
12. Conexi
ó
n de Electrodo (Positiva) -
Para un
sistema de desconexi
ó
n r
á
pida que usa los
enchufes de cable Twist-MateTM.
13. LED
’
s de Par
á
metros de Soldadura -
LED
’
s que
muestran qu
é
modo o par
á
metro de soldadura
est
á
activado para su ajuste.
•
Si es necesario modificar el
“
Elemento 13
Par
á
metros de Soldadura
”
:
- Espere cuatro segundos despu
é
s de que los
LEDs en el panel se hayan apagado; se
encender
á
el LED de corriente de soldadura.
- Oprima
el
“
Elemento 4 Bot
ó
n de
CONFIGURACI
Ó
N/Par
á
metro
”
; cada vez
que se oprime este bot
ó
n, uno de los LED
del
“
Elemento 13 Diagrama
”
se enciende (en
secuencia hacia la derecha) y el valor del
par
á
metro aparece en el
“
Elemento 6
Pantalla Digital
”
. Det
é
ngase en el par
á
metro
deseado.
- Gire el
“
Elemento 5 Perilla de Ajuste de
Salida/Par
á
metro
”
, y modifique el valor del
par
á
metro.
- Oprima
el
“
Elemento 4 Bot
ó
n de
CONFIGURACI
Ó
N/Par
á
metro
”
de nuevo
para pasar a otro par
á
metro, o espere cinco
segundos y el LED de Corriente de
Soldadura se encender
á
de nuevo.
V205-T AC/DC TIG
DIAGRAMA 1 DE 4 PASOS
DIAGRAMA 2 DE 4 PASOS
VALORES PREDETERMINADOS Y RANGOS DE PAR
Á
METROS DE SOLDADURA
PARAMETRO
VALOR
MIN
MAX
PREDETERMINADO
START CURRENT
AMPS
6
MAX
15
UPSLOPE
SEC.
0
10
0.2
WELD CURRENT*
AMPS
6
MAX
100
DOWNSLOPE
SEC.
0
10
1.0
FINISH CURRENT
AMPS
6
MAX
8
POSTFLOW
SEC.
0.2
60
5.0
PULSE FREQUENCY
HZ
0.1
500
0.5
% ON TIME
%
5
95
50
BACKGROUND CURRENT
% OF WELD CURRENT
1
100
20
AC FREQUENCY
HZ
20
150
100
AC BALANCE
% EN
35
85
65
(EN = Electrode Negative)
MODE
DC TIG
TRIGGER
2 STEP
LOCAL / REMOTE
LOCAL
(1)
(2)
(3)
(4)
*
La Corriente de Soldadura m
á
xima se puede limitar a trav
é
s del voltaje de entrada, Modo de Soldadura, forma de onda TIG de CA y frecuencia TIG de CA.
BOT
Ó
N DE LA
ANTORCHA
CORRIENTE
DE SALIDA
CORRIENTE
DE SALIDA
GAS
PREFLUJO POSTFLUJO
POSTFLUJO
GAS ENCENDIDO
GAS ENCENDIDO
BOT
Ó
N DE LA
ANTORCHA