Operation – Lincoln Electric IM10102 AIR VANTAGE 650 User Manual
Page 31
B-10
OPERATION
B-10
WIRE WELDING-CV
Connect a wire feeder to the AIR VANTAGE
®
650
CUMMINS according to the instructions in INSTALLA-
TION INSTRUCTIONS Section.
The AIR VANTAGE
®
650 CUMMINS in the CV-WIRE
mode, permits it to be used with a broad range of flux
cored wire (Innershield and Outershield) electrodes
and solid wires for MIG welding (gas metal arc weld-
ing). Welding can be finely tuned using the ARC CON-
TROL. Turning the ARC CONTROL clockwise from
–10 (soft) to +10 (crisp) changes the arc from soft and
washed-in to crisp and narrow. It acts as an induc-
tance/pinch control. The proper setting depends on
the procedure and operator preference. Start with the
dial set at 0.
ARC GOUGING
The AIR VANTAGE
®
650 CUMMINS can be used for
arc gouging. The minimum output in the arc gouging
mode is 200 Amps. For arc gouging below 200 Amps
use the CC-Stick Mode. For optimal performance, set
the MODE per TABLE B.4
The maximum output control range setting is automat-
ically increased in the gouging mode, when the com-
pressor is not turned on. The maximum preset read-
out on the weld ammeter will increase from approxi-
mately 700 Amps to 800 Amps. This feature provides
extra capacity by taking advantage of the available
engine HP when the internal compressor is not on and
an external air supply is used for gouging.
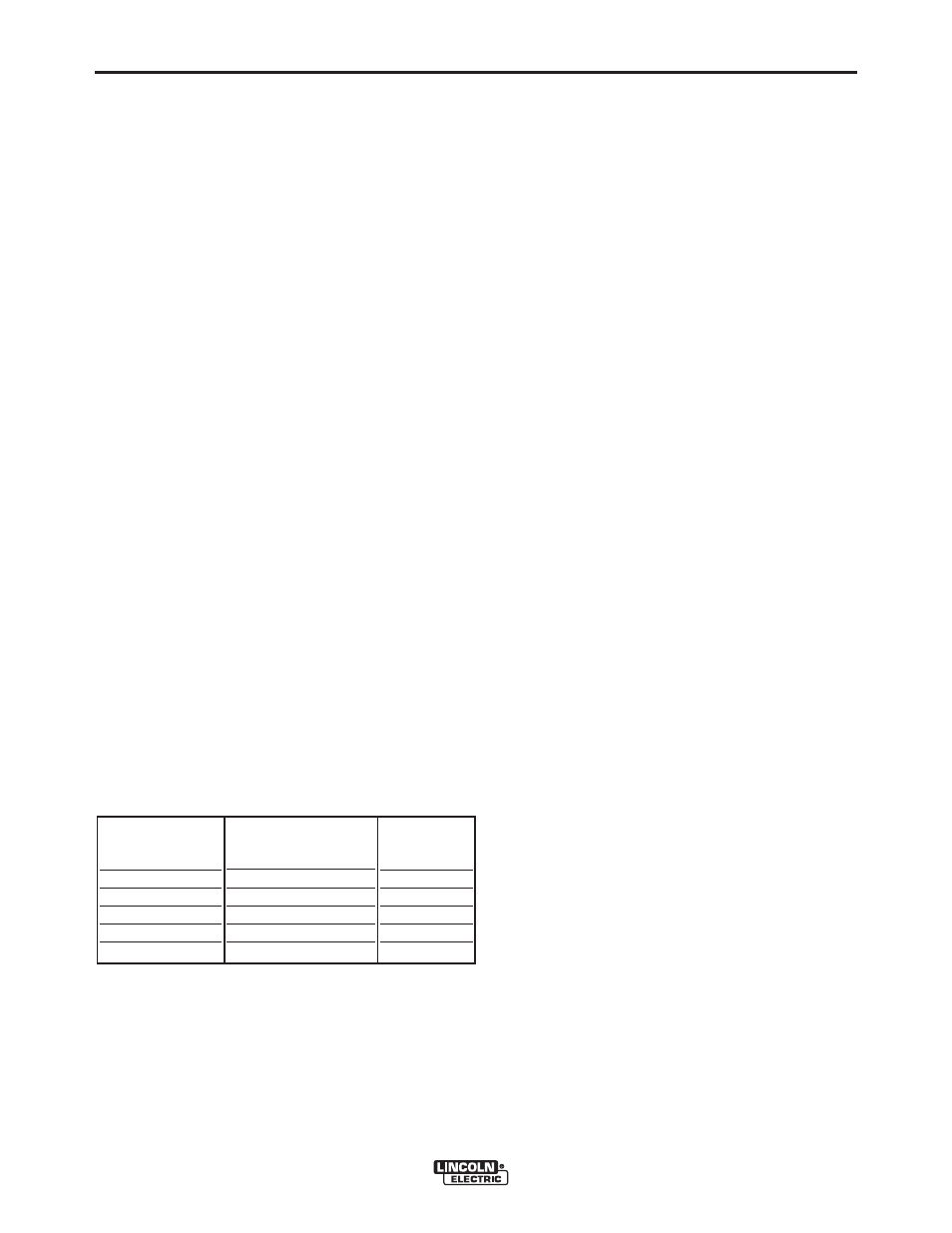
Set the OUTPUT CONTROL knob to adjust output
current to the desired level for the gouging electrode
being used according to the ratings in the following
Table B.4
.
AIR VANTAGE
®
650 CUMMINS
TABLE B.4
The ARC CONTROL is not active in the ARC GOUG-
ING Mode. The ARC CONTROL is automatically set
to maximum when the ARC GOUGING mode is
selected which provides the best ARC GOUGING per-
formance.
Carbon Diameter
1/8"(3.2mm)
5/32"(4.0mm)
3/16"9(4.8mm)
1/4"(6.4mm)
3/8"(10.0mm)
1/2"(13.0mm)
Current Range (DC,
electrode positive)
60-90 Amps
90-150 Amps
200-250 Amps
300-400 Amps
400-600 Amps
600-MAX. Amps
Mode
CC-STICK
CC-STICK
ARC GOUGE
ARC GOUGE
ARC GOUGE
ARC GOUGE
PARALLELING
When paralleling machines in order to combine their
outputs, all units must be operated in the CC-STICK
mode only at the same output settings. To achieve
this, turn the WELD MODE switch to the CC-STICK
position. Operation in other modes may produce errat-
ic outputs, and large output imbalances between the
units.