FEC AFC1200 User Manual
Page 15
)(& ,QF
6.2
Monitoring Functions
The AFC1200 System is user-programmable to select and set the monitoring limits for torque,
angle, time and three (3) independent torque rate stages. Torque Rate monitoring may be
configured to perform two (3) different methods of calculations dependent upon the
characteristics of the joint.
6.2.1 Torque Monitoring
Torque monitoring is a continuous process whenever the System is operating. In torque
control, the High and Low Torque limits are set based upon the engineering specification for
that specific fastener. For angle and yield control operations, the High and Low Torque limits
are either set by the engineering specification for that specific fastener, or by determining the
acceptable limits from a study of known good and bad assemblies. The High Torque limit will
stop the fastening process for angle and yield control operations if it is reached before
attaining the desired angle or elongation, respectively.
6.2.2 Angle Monitoring
Angle monitoring commences upon reaching the preset THRESHOLD 2 TORQUE value and
continues until completion of the fastening process or until the High Angle limit is reach,
whichever occurs first. In angle control, the High and Low Angle limits are set based upon the
engineering specification for that specific fastener. For Torque and Yield Control operations,
the High and Low Angle limits are set by either the engineering specification for that specific
fastener, or by determining the acceptable limits from a study of known good and bad
assemblies. The High Angle limit will stop the fastening process for Torque and Yield Control
operations if it is reached before attaining the desired torque or elongation, respectively.
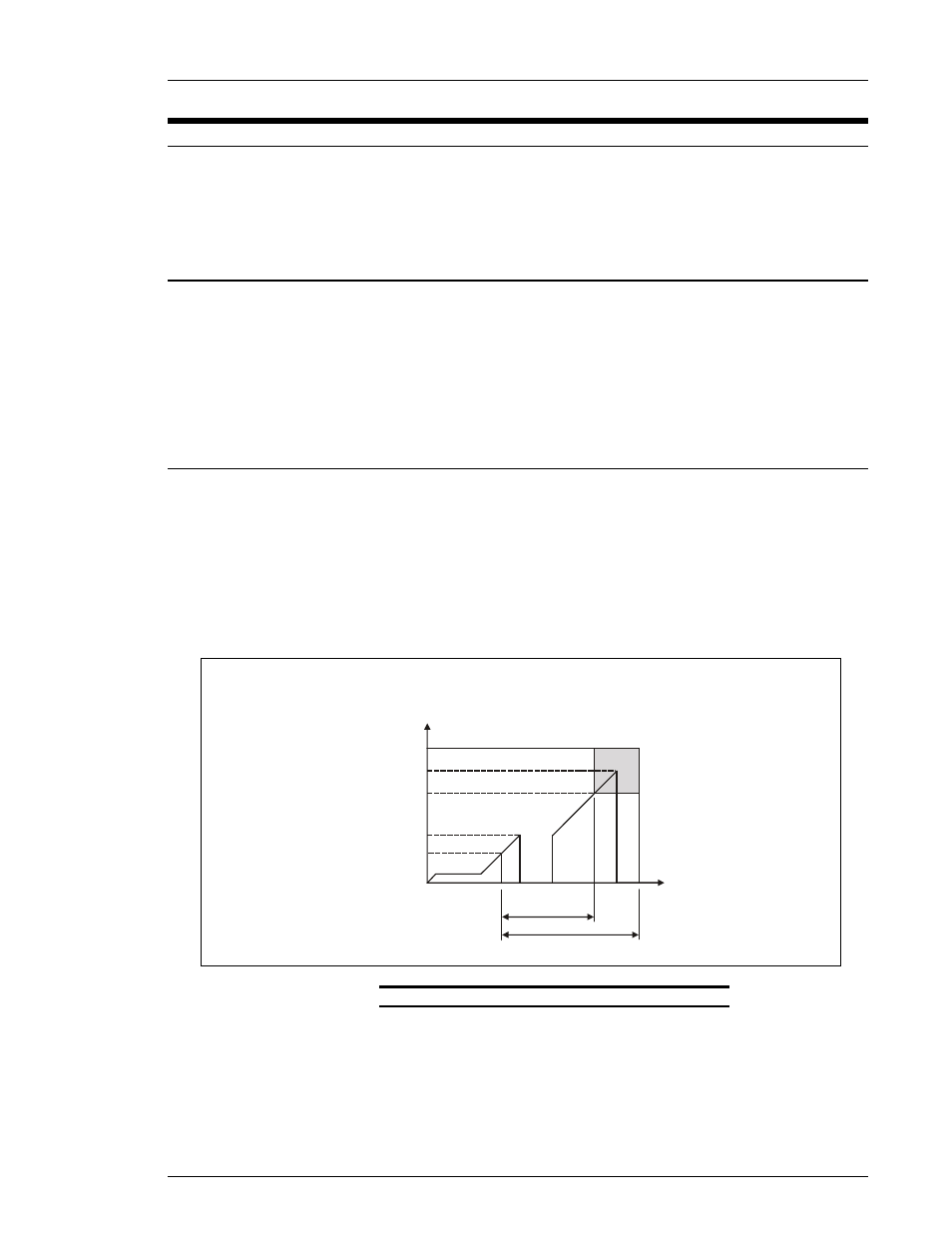
TORQUE
HIGH ANGLE
LOW ANGLE
ANGLE
1st TORQUE / ANGLE
ACCEPT AREA
FINAL TORQUE
HIGH TORQUE
THRESHOLD 2 TORQUE
LOW TORQUE
FIG. 6-2-2 Torque and Angle Monitoring Functions
Chapter 6: Fastening Instructions
Page 6-15