1 integrated yield method – FEC AFC1200 User Manual
Page 11
)(& ,QF
6.1.3 Yield Control Method (U.S.A. PATENT No. 4,894,767)
In Yield Control method, fastening is performed based upon attaining a desired permanent
elongation or bolt stretch. Fastening can be performed in from 1 to 4 incremental steps that
will successively secure the fastener to a specified torque or angle value before attaining the
final permanent elongation or bolt stretch. Incremental fastening steps should not be
performed if they will occur after Yield Control is initiated. Yield Control commences when
CROSSOVER RATE 2 (TORQUE or ANGLE) or CROSSOVER AREA (TORQUE or ANGLE)
is reached or exceeded. The Yield Control method is used primarily when greater control of
clamp load is required (connecting rods, main bearing caps, and cylinder heads, for
example).
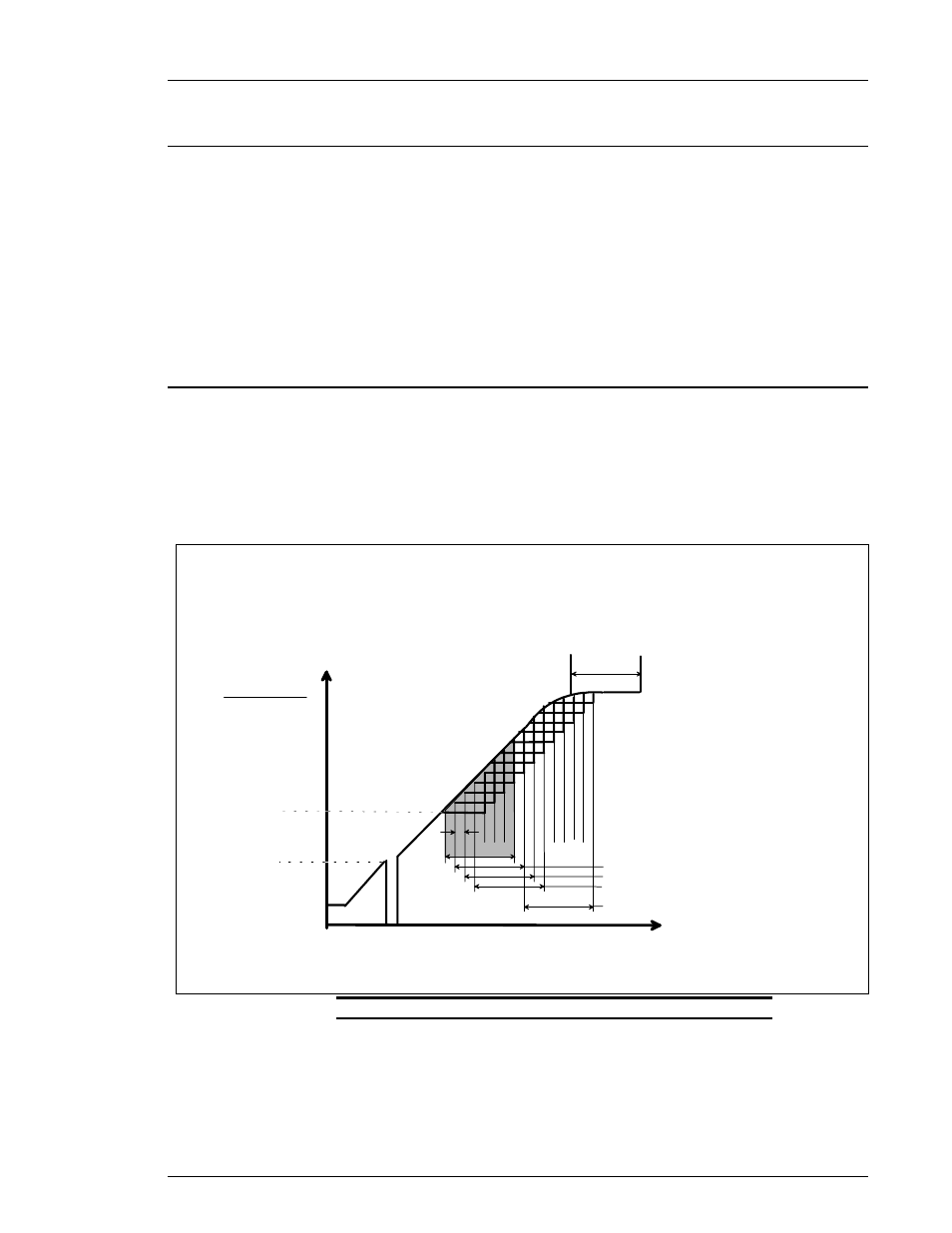
6.1.3.1 Integrated Yield Method
The integrated yield method will be the primary controlling method for fasteners that have a
clearly definable yield point. This type of fastener will exhibit a torque rate equal to
approximately zero (0) after the yield point has been detected. This rate will remain relatively
constant for the period specified by the elongation angle (ANGLE), at which point the fastener
will have attained the proper bolt stretch (LENGTH).
FIG. 6-1-3-1 Yield Control Function for Integrated Yield Method
Chapter 6: Fastening Instructions
Page 6-11
T1
T8
T7
T6
T5
T4
T3
T2
1
o
ANGLE
AFTER 1
AFTER 2
AFTER 3
AFTER 8
o
o
o
o
EVERY ONE DEGREE,
NEW TORQUE DATA IS
ADDED INTO THE EQUATION
AND THE OLDEST TORQUE
DATA IS OMITTED.
CROSSOVER
RATE 2
TORQUE / ANGLE
TORQUE / ANGLE
SCREW PITCH
LENGTH
ANGLE
YIELD RATE
CONSTANT
TORQUE
<
FOR PERIOD EQUAL TO THE
ELONGATION ANGLE (ANGLE)
ACTUAL AVERAGE TORQUE RATE YIELD RATE
(ANGLE)
1ST
PRESET ITEMS