Installation, Chapter 6 installation – Grain Systems Bucket Elevtors, Conveyors, Series II Sweeps PNEG-1128 User Manual
Page 19
PNEG-1128 Chain Loop System without Controls
19
6. Installation
It is expected that an experienced millwright or contractor will provide the supporting structure and
do the installation of a Chain Loop System including the electrical wiring and the control box.
All electrical wiring and controls should be in accordance with local regulations (BS767: 1992 or the
National Electric Code).
NOTE: It is recommended that an amp meter for the drive motor be installed close to the inlet hopper so
an operator can easily monitor and avoid overloading the system.
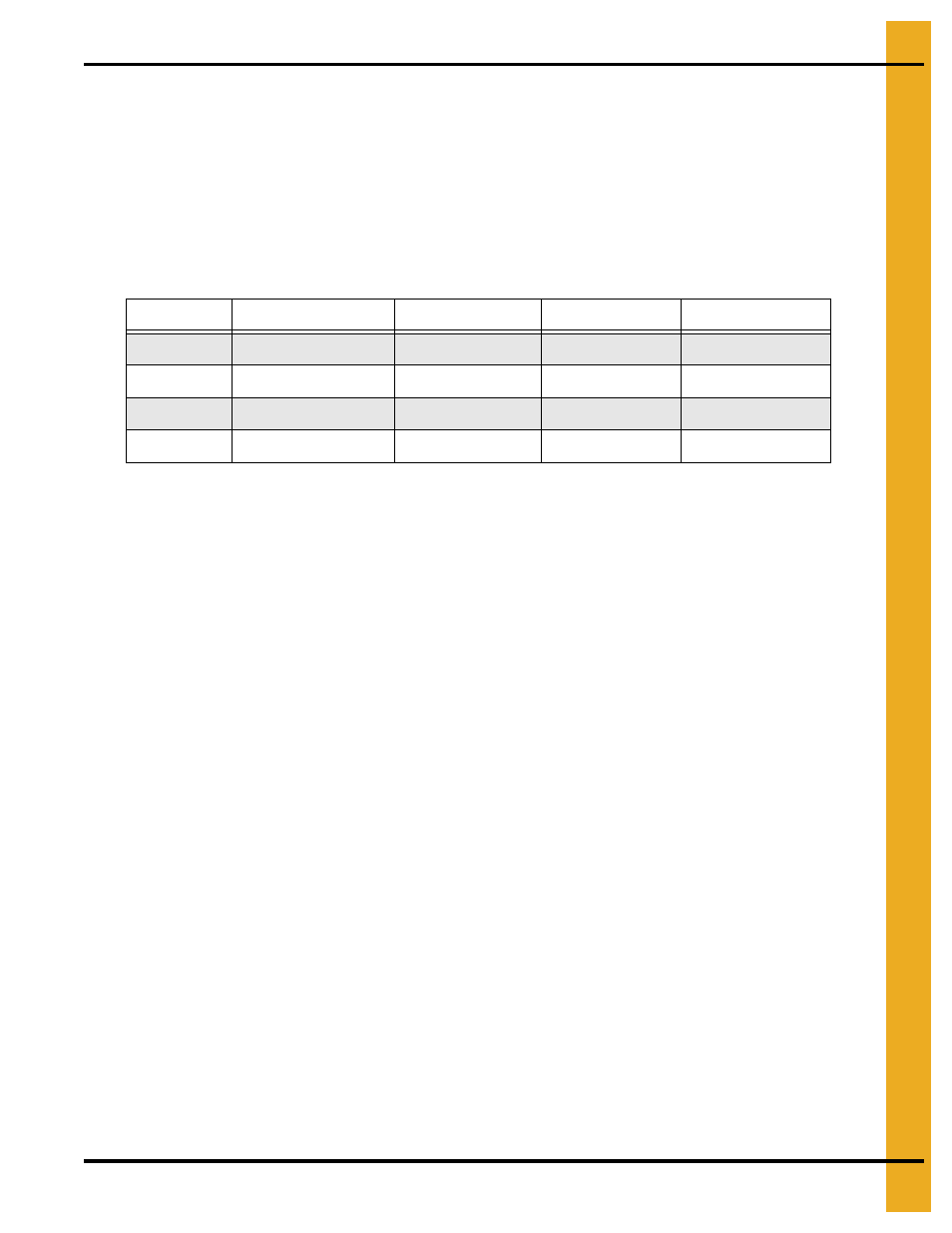
The supporting structure needs to comply with local wind loads and soil supporting requirements as well
as support the weight of the Chain Loop System. Component weights full of grain are:
NOTE: Each calculation includes the respective chain.
A layout should be drawn to show the exact location of grain bins, inlets, outlets, the control box, outlet
control kits, the power source and the supporting structure. The layout should consider future expansion,
the ability to mix grains from several locations, the grain direction, the operation of slide gates, the use of
other conveyors to fill or unload bins and whether the Chain Loop tube is under the center of or beside the
grain bins. Chain Loop Systems are provided with one (1) or two (2) drive corners depending on the power
requirements of each system. Drive corners are always located at the upper corners, and the drive corner
for single drive systems must be located at the far end of the top chain run. This will allow the drive corner
to pull grain up from the loading hopper and across the top to the storage bins. The inspection corner is
always located on the ground furthest from the loading hopper. This allows proper chain
tensioning throughout the system.
It is important to slide components together tightly and to have the clamping band centered on the joint
before tightening the bands. All cuts should be made square and the inside diameter chamfered to ensure
that the ends butt together tightly during assembly. Even small gaps left in the tubing system during
assembly will gradually close during operation of the Chain Loop causing the chain to require frequent
inspection and tightening.
General guidelines to consider are:
1. The Chain Loop will move grain in one direction only; it is not reversible.
2. Provide room for service and maintenance at each of the corners and discharge gates.
3. Avoid having any part of the system under grade to eliminate water accumulation problems.
4. Provide adequate footings for solid supporting structures.
5. Minimize the loaded distance by placing the inlet hopper as close to the vertical tube as possible.
6. There can be no twist in the chain/paddles. The opening should be oriented so that the open side of
the paddle will pass across the sprockets.
System Size
Tube (Full)
Discharge Gate
Standard Corner
Drive Corner
8"
29 lbs/ft (43.1 KG/M)
411 lbs. (187 KG)
342 lbs. (155 KG)
1103 lbs. (502 KG)
10"
40 lbs/ft (59.5 KG/M)
533 lbs. (242 KG)
489 lbs. (222 KG)
1394 lbs. (634 KG)
12" 10
Gauge
59 lbs/ft (88 KG/M)
1024 lbs. (466 KG)
919 lbs. (418 KG)
2406 lbs. (1094 KG)
12" 7
Gauge
65 lbs/ft (97 KG/M)
1084 lbs. (493 KG)
933 lbs. (424 KG)
2420 lbs. (1101 KG)