Operation – Lincoln Electric POWER FEED SVM185-A User Manual
Page 40
OPERATION
B-22
B-22
POWER FEED® 25M
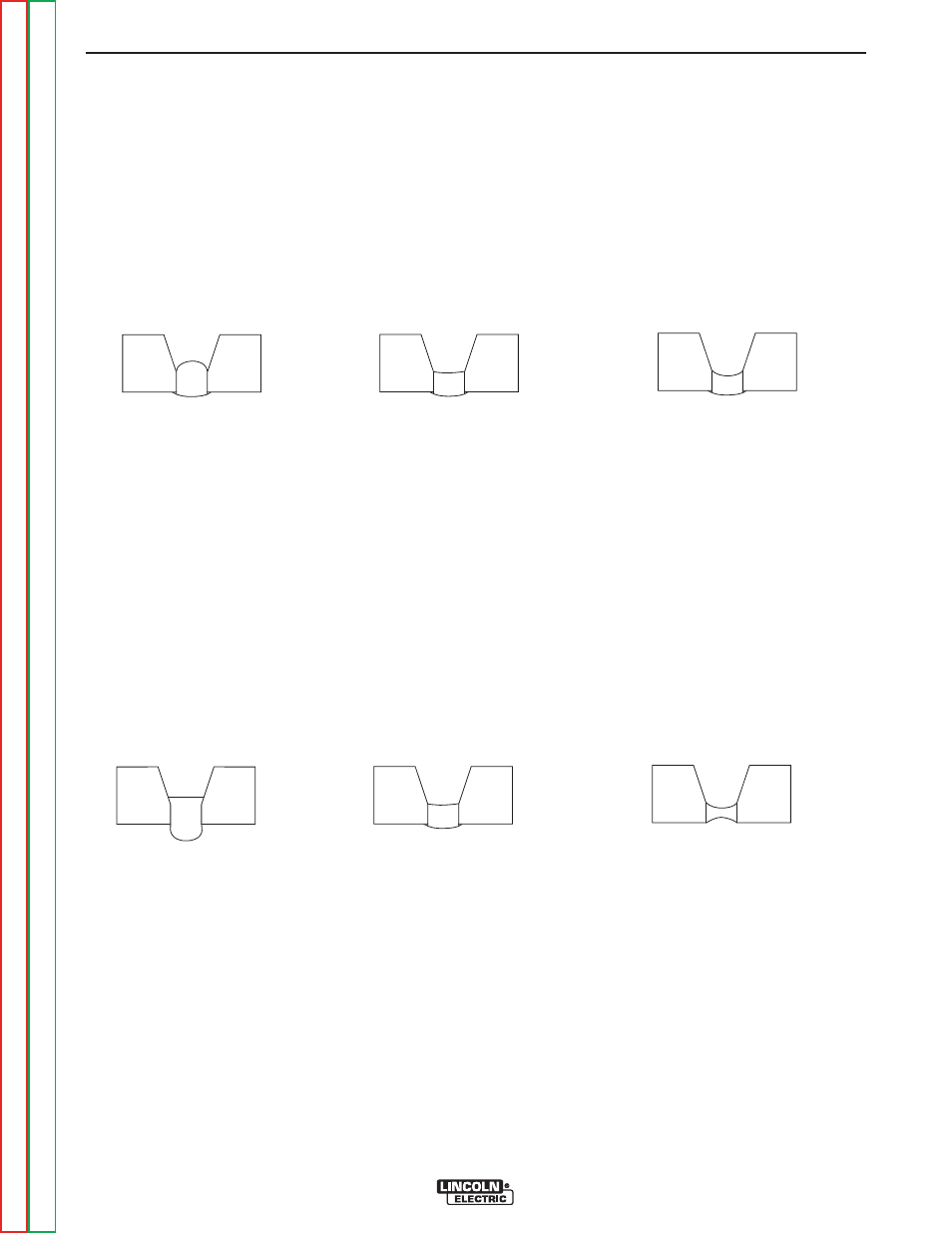
PEAK CURRENT
(Figure B.16)
Peak current controls the arc length, which also affects
the shape of the root. When using 100% CO
2
, the peak
current will be higher than when welding with blended
shielded gases. A longer arc length is required with
CO
2
to reduce spatter.
FIGURE B.16
BACKGROUND CURRENT
(Figure B.17)
Background current adjusts the overall heat input into
the weld. Changing the background current changes
the shape of the back bead. 100% CO
2
requires less
background current than when welding with blended
shielding gases.
FIGURE B.17
TAILOUT
Tailout provides additional heat into the weld without
increasing the arc length or the droplet size. Higher tai-
lout values improve wetting and may give faster travel
speeds.
Peak
Current
Too Low
Peak
Current
Optimum
Peak
Current
Too High
Background
Current
Too Low
Background
Current
Optimum
Background
Current
Too High