Lincoln Electric Welder User Manual
Page 33
31
Plate Thickness (in.)
1/16
3/32
1/8
3/16
1/4
1/2
mm.
1.6
2.4
3.2
4.8
6.4
12.7
Current DC(–)
80 - 100
100 - 120
120 - 140
200 - 250
200 - 350
225 - 375
Electrode Diameter (in.)
1/16
1/16
1/16
3/32
1/8
1/8
mm.
1.6
1.6
1.6
2.4
3.2
3.2
Gas Flow, Argon (cfh)
10
10
10
15
20
25
L/min..
4.7
4.7
4.7
7.1
9.4
11.8
Filler-Rod Diameter (in.)
1/16
1/16
3/32
1/8
1/8
1/8
mm.
1.6
1.6
2.4
3.2
3.2
3.2
Arc Speed (ipm)
12
12
12
10
8
8
mm/sec
5.1
5.1
5.1
4.2
3.4
3.4
Total Time (hr/ft of weld)
0.0167
0.0167
0.0167
0.0200
0.0250
0.0250
hr/m. of weld
0.0548
0.0548
0.0548
0.0656
0.0820
0.0820
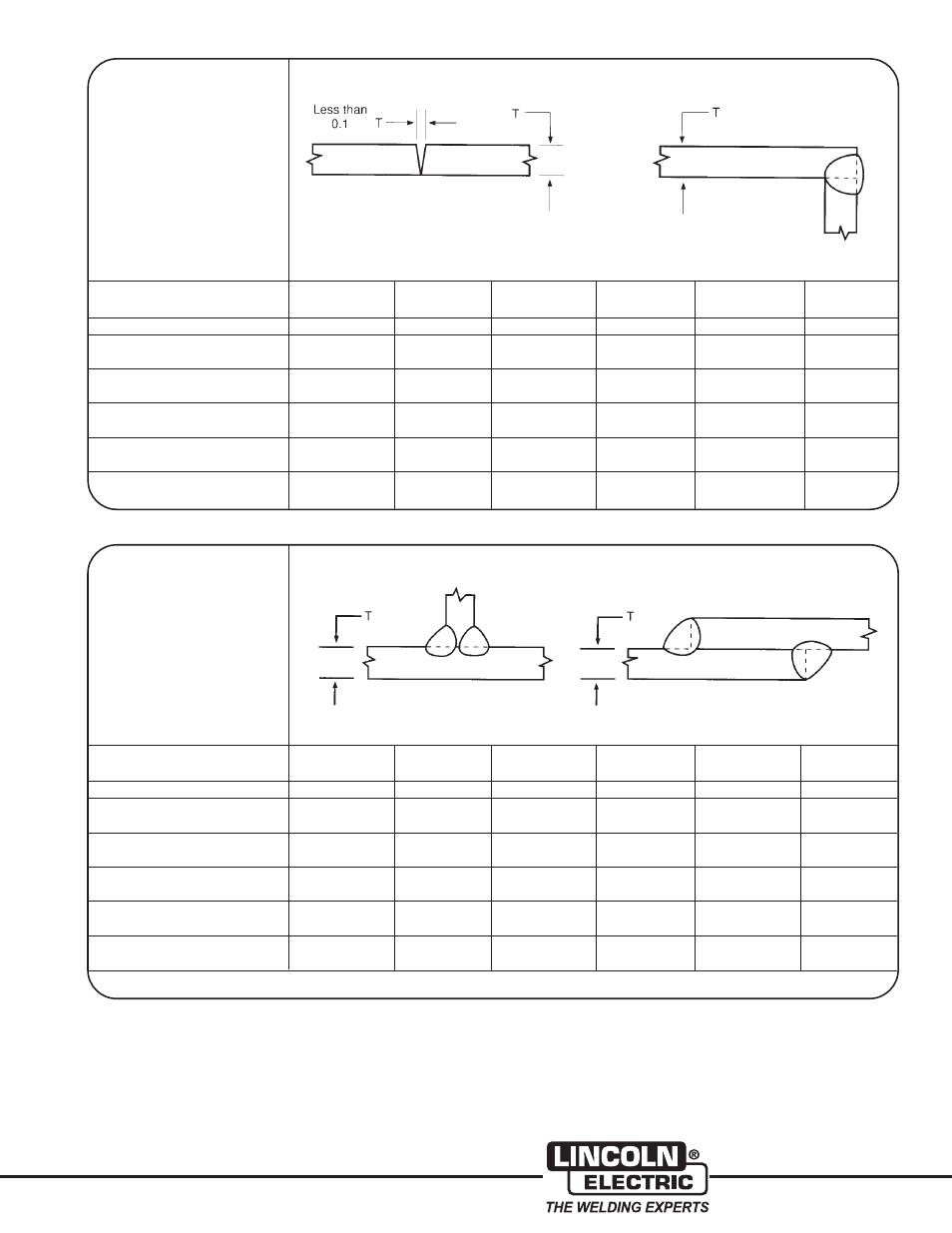
FIGURE 18 — Suggested procedures for GTAW of butt, corner, tee and lap joints in stainless steels.
Plate Thickness, T (in.)
1/16
3/32
1/8
3/16
1/4
1/2
mm.
1.6
2.4
3.2
4.8
6.4
12.7
Current DC(–)
90 - 110
110 - 130
130 - 150
225 - 275
225 - 350
225 - 375
Electrode Diameter (in.)
1/16
1/16
1/16
3/32
1/8
1/8
mm.
1.6
1.6
1.6
2.4
3.2
3.2
Gas Flow, Argon (cfh)
10
10
10
15
20
25
L/min..
4.7
4.7
4.7
7.1
9.4
11.8
Filler-Rod Diameter (in.)
1/16
1/16
3/32
1/8
1/8
1/8
mm.
1.6
1.6
2.4
3.2
3.2
3.2
Arc Speed (ipm)
10
10
10
8
8
8
mm/sec
4.2
4.2
4.2
3.4
3.4
3.4
Total Time (hr/ft of weld)
0.0200
0.0200
0.0200
0.0250
0.0250
0.0250
hr/m. of weld
0.0656
0.0656
0.0656
0.0820
0.0820
0.0820
For vertical-up and overhead, decrease current 10 to 20%.