Lincoln Electric Welder User Manual
Page 27
25
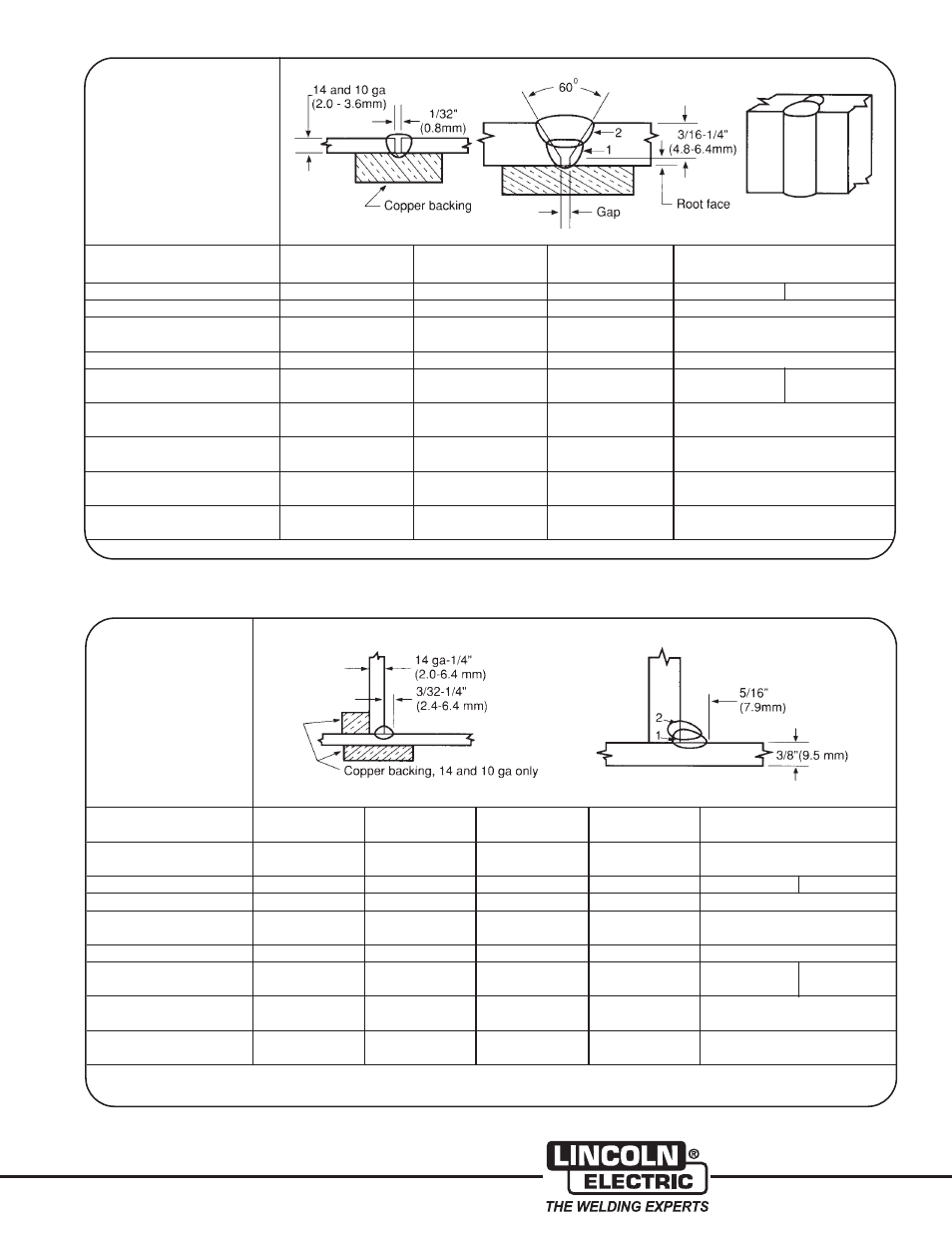
Welding Position: Vertical
and Overhead
Weld Quality Level: Code
Steel Weldability: Good
Plate Thickness (in.)
0.078 (14 ga)*
0.140 (10 ga)
3/16
1/4
Plate Thickness
mm.
2.0
3.6
4.8
6.4
Pass
1
1
1
1
2
Electrode Class
E3XX-15
E3XX-15
E3XX-15
E3XX-15
Electrode
Size in.
3/32
1/8
5/32
5/32
Electrode Size
mm.
2.4
3.2
4.0
4.0
Current (amp) DC(+)
50
75
110
110
Arc Speed (in./min.)
14 - 16
6.7 - 7.3
5.2 - 5.8
5.2 - 5.8
4.3 - 4.7
Arc Speed
mm/sec.
5.9 - 6.8
2.8 - 3.1
2.2 - 2.5
2.2 - 2.5
1.8 - 2.0
Electrode Req’d (lb./ft.)
0.030
0.091
0.160
0.370
Electrode Req’d
kg/m.
0.045
0.136
0.238
0.551
Total Time (hr./ft. of weld)
0.0133
0.0286
0.0364
0.0808
Total Time
hrs./m of weld
0.0436
0.0938
0.1194
0.2651
Gap (in.)
0
0
1/16
3/32
Gap
mm.
0
0
1.6
2.4
Root face (in.)
0
0
1/16
1/16
Root face
mm.
0
0
1.6
1.6
*Vertical down, all others vertical up.
FIGURE 7 — Suggested procedures for SMAW of butt joints in austenitic stainless steel 14 gauge (2.0mm) to
1/4 inch (6.4mm) thickness in the vertical and overhead positions.
Welding Position: Flat or
Horizontal*
Weld Quality Level: Code
Steel Weldability: Good
Weld Size (in.)
3/32
1/8
3/16
1/4
5/16
Weld Size
mm.
2.4
3.2
4.8
6.4
7.9
Plate Thickness (in.)
0.078 (14 ga)
0.140 (10 ga)
3/16
1/4
3/8
Plate Thickness
mm.
2.0
3.6
4.8
6.4
9.5
Pass
1
1
1
1
1
2
Electrode Class
E3XX-16, E3XX-17
E3XX-16, E3XX-17
E3XX-16, E3XX-17
E3XX-16, E3XX-17
E3XX-16, E3XX-17
Electrode
Size in.
3/32
1/8
5/32
3/16
3/16
Electrode Size
mm.
2.4
3.2
4.0
4.8
4.8
Current (amp) DC(+)
60
85
120
160
170
Arc Speed (in./min.)
12.5 - 13.5
12.5 - 3.5
8.6 - 9.4
6.2 - 6.8
6.2 - 6.8
6.7 - 7.3
Arc Speed
mm/sec.
5.3 - 5.7
5.3 - 5.7
3.6 - 4.0
2.6 - 2.9
2.6 - 2.9
2.8 - 3.1
Electrode Req’d (lb/ft)
0.036
0.056
0.120
0.220
0.430
Electrode Req’d
kg/m.
0.054
0.083
0.178
0.328
0.640
Total Time (hr/ft of weld)
0.0154
0.0154
0.0222
0.0308
0.0594
Total Time
hrs/m of weld
0.051
0.051
0.073
0.101
0.195
* For vertical and overhead use same procedures as for vertical and overhead butt welds.
Note: AC can be used with a 10% increase in current. E3XX-15 electrode can be used with a 10% decrease in current.
FIGURE 8 — Suggested procedures for SMAW of fillet joints in austenitic stainless steel from 14 gauge (2.0mm)
to 3/8 inch (9.5mm) thickness in the flat or horizontal positions.