Lincoln Electric Welder User Manual
Page 32
30
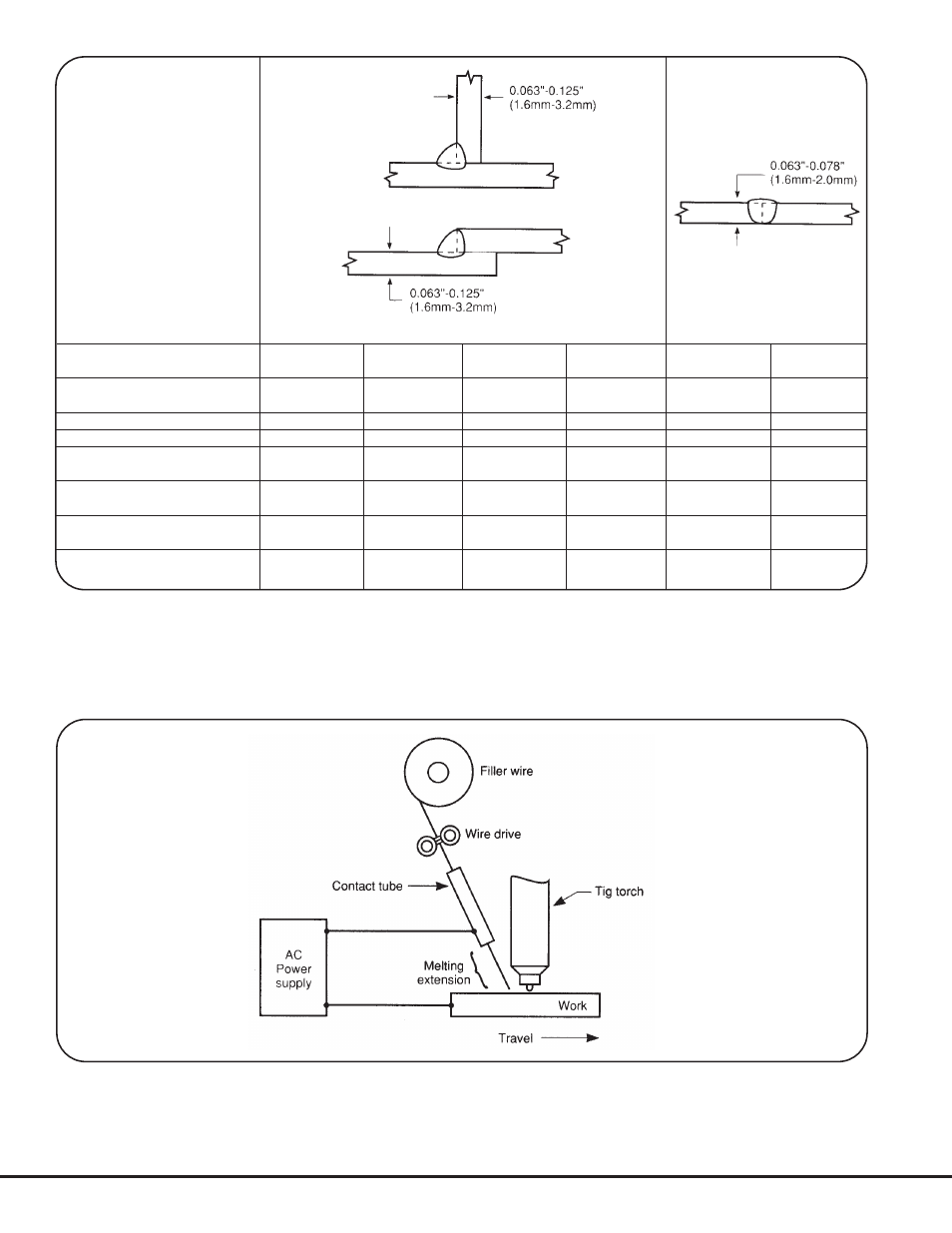
Gasflow 15 to 20 cfh
(7.1 - 9.4 L/min.)
Helium, + 7-1/2% Argon,
+2-1/2% C0
2
Electrode 0.030 in. (0.8mm) dia.
Plate Thickness (in.)
0.063
0.078
0.093
0.125
0.063
0.078*
Plate Thickness
mm.
1.6
2.0
2.4
3.2
1.6
2.0
Electrode Size in.
0.030
0.030
0.030
0.030
0.030
0.030
Electrode Size
mm.
0.8
0.8
0.8
0.8
0.8
0.8
Current DC(+)
85
90
105
125
85
90
Voltage*
21 - 22
21 - 22
21 - 22
21 - 22
21 - 22
21 - 22
Wire Feed Speed (ipm)
184
192
232
280
184
192
Wire Feed Speed
mm/sec.
78
81
98
119
78
81
Welding Speed (ipm)
17 -19
13 - 15
14 - 16
14 - 16
19 - 21
11.5 - 12.5
Welding Speed
mm/sec.
7.2 - 8.0
5.5 - 6.3
5.9 - 6.8
5.9 - 6.8
8.0 - 8.9
4.9 - 5.3
Electrode Required (lb/ft)
0.025
0.034
0.039
0.046
0.023
0.039
Electrode Required
kg/m
0.037
0.051
0.058
0.069
0.034
0.058
Total Time (hr/ft of weld)
0.0111
0.0143
0.0133
0.0133
0.0100
0.0167
Total Time
hr/m of weld
0.0364
0.0469
0.0436
0.0436
0.0328
0.0548
FIGURE 16 — Suggested procedures for GMAW of butt joints and lap joints in 200 and 300 series
stainless steels using the short circuiting transfer mode.
FIGURE 17 — Schematic of the hot-wire system for the automatic TIG welding of stainless steels.