Chuck installation – Southbend 14" Turn-X Toolroom Lathe SB1039 User Manual
Page 35
For Machines Mfg. Since 5/11
14" TURN-X
®
Toolroom Lathe
-33-
O P E R A T I O N
5. Incrementally tighten the camlocks in a
criss-cross or star pattern to ensure that the
chuck seats evenly against the spindle.
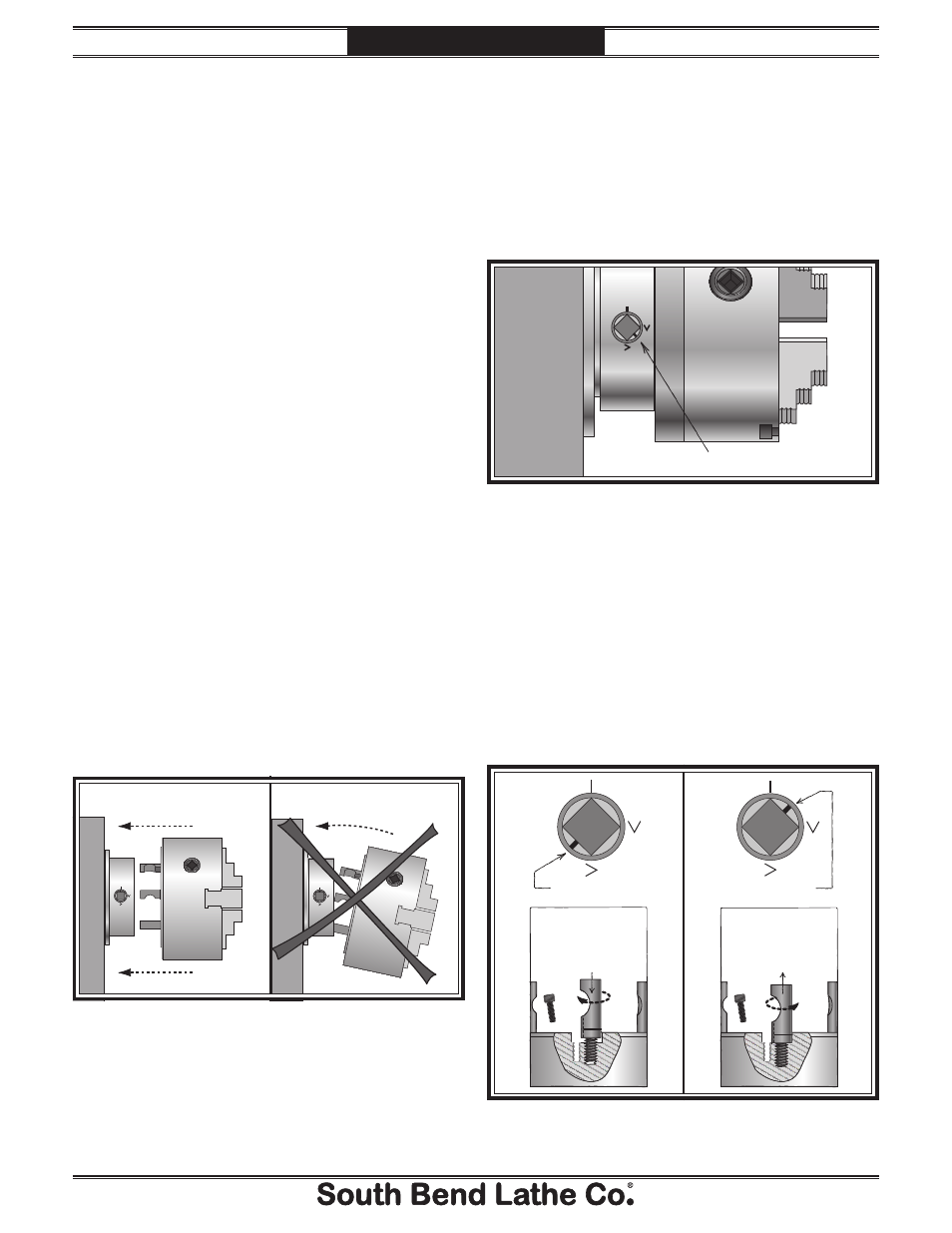
6. When the chuck is fully seated and all the
camlocks are tight, verify that the cam line
is between the two "V" marks on the spindle
nose, as shown in the following figure.
— If the cam line is NOT between the "V"
marks when the camlock is tight, the stud
may be installed at the incorrect height.
To fix this, adjust the stud height as
shown in the following figure. Make sure
to re-install the stud cap screw afterward.
— If adjusting the stud height does not
correct the problem, try swapping stud
positions on the chuck.
Chuck Installation
Figure 30. Inserting camlock studs into spindle cam
holes.
INCORRECT
CORRECT
Figure 31. Cam line positioned between the "V" marks
after the camlocks are fully tightened.
Cam line between “V”s
Figure 32. Correcting an improperly installed stud.
Stud Too High:
Turn In
One-Turn
Stud Too Low:
Turn Out
One-Turn
INCORRECT
INCORRECT
To install the chuck:
1. DISCONNECT LATHE FROM POWER!
2. Use an appropriate lifting, support, or
protective device to protect the ways and
support the chuck during the installation
process.
3. Clean and lightly oil the camlock studs, then
thoroughly clean the mating surfaces of the
spindle and chuck.
4. Install the chuck by inserting the camlock
studs straight into the spindle cam holes.
Important: Avoid inserting the studs by
pivoting them in from an angle or rotating
the spindle. This can damage studs or
spindle cam holes.
To ensure accurate work, it is extremely
important to make sure the spindle nose and
chuck mating surfaces/tapers are clean. Even
a small amount of lint or debris can affect
accuracy.
The chuck is properly installed when all
camlocks are tight, the spindle and chuck tapers
firmly lock together, and the back of chuck is
firmly seated against the face of the spindle all
the way around—without any gaps.