Aligning tailstock to spindle centerline – Southbend South Bend 16 SPEED GEARHEAD LATHE SB1053 User Manual
Page 44
-42-
For Machines Mfg. Since 3/11
16-Speed Gearhead Lathe
O P E R A T I O N
2.
Rotate the adjustment cap screws in opposite
directions for the desired offset (see the
illustration in Figure 50).
3.
Retighten the clamping hex bolts underneath
the tailstock to secure the offset.
Aligning Tailstock to Spindle
Centerline
This is an essential adjustment that should be
verified or performed each time the tailstock
is used to turn concentric workpieces between
centers or immediately after offsetting the
tailstock when turning a taper. If the tailstock is
not aligned with the spindle centerline when it is
supposed to be, turning results will be inaccurate
along the length of the workpiece.
Items Needed
Qty
Hex Wrench 6mm .................................................1
Wrench 17mm .......................................................1
Round Stock 2" x 6" ...............................................2
Precision Level ......................................................1
To align the tailstock offset to the spindle
centerline:
1.
Use the precision level to make sure the
bedway is level from side-to-side and from
front-to-back.
— If the bedway is not level, correct
this condition before continuing with
this procedure (refer to Leveling &
Mounting on Page 24).
2.
Center drill both ends of one piece of round
stock, then set it aside for use in Step 5.
Note:
As long as this dead center remains in the
chuck, the point of the center will remain
true to the spindle centerline. The point will
have to be refinished whenever the center is
removed and then returned to the chuck.
4.
Install a center in the tailstock.
5.
Attach a lathe dog to the test stock from
Step 2, then mount it between the centers
(see Figure 53 for an example).
Figure 53. Example photo of stock mounted between
the centers.
6.
Turn 0.010" off the stock diameter.
7.
Mount a test or dial indicator so that the
plunger is on the tailstock quill.
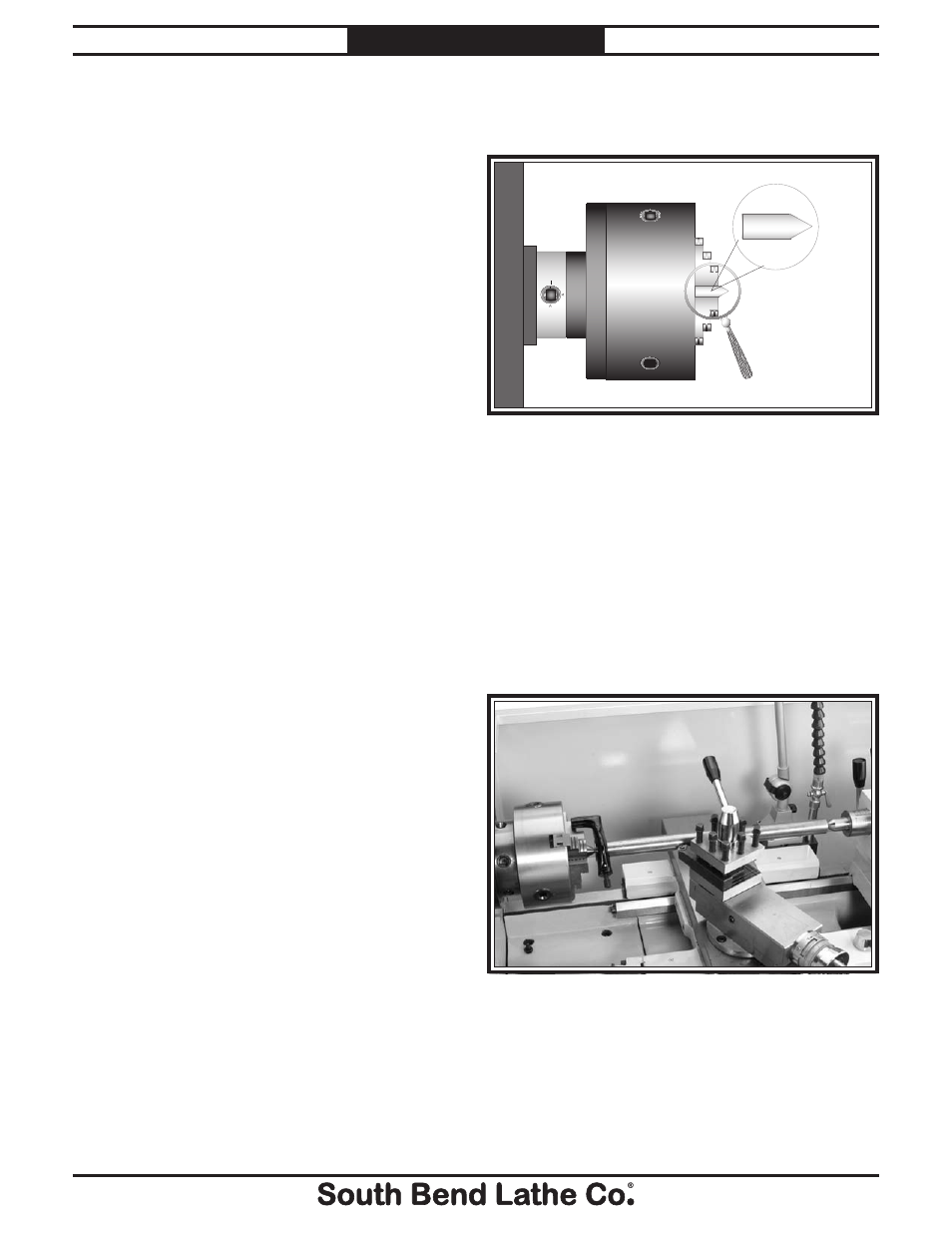
Figure 52. Turning a dead center.
3.
Use the other piece of round stock to make
a dead center, and turn it to a 60° point, as
illustrated in Figure 52.