Scroll chuck clamping, Jaw chuck, Mounting workpiece – Southbend South Bend 16 SPEED GEARHEAD LATHE SB1053 User Manual
Page 39
For Machines Mfg. Since 3/11
16-Speed Gearhead Lathe
-37-
O P E R A T I O N
Scroll Chuck Clamping
This scroll-type chuck has an internal scroll-gear
that moves all jaws in unison when adjusted with
the chuck key. This chuck will hold cylindrical
parts on-center with the axis of spindle rotation
and can be rotated at high speeds if the
workpiece is properly clamped and balanced.
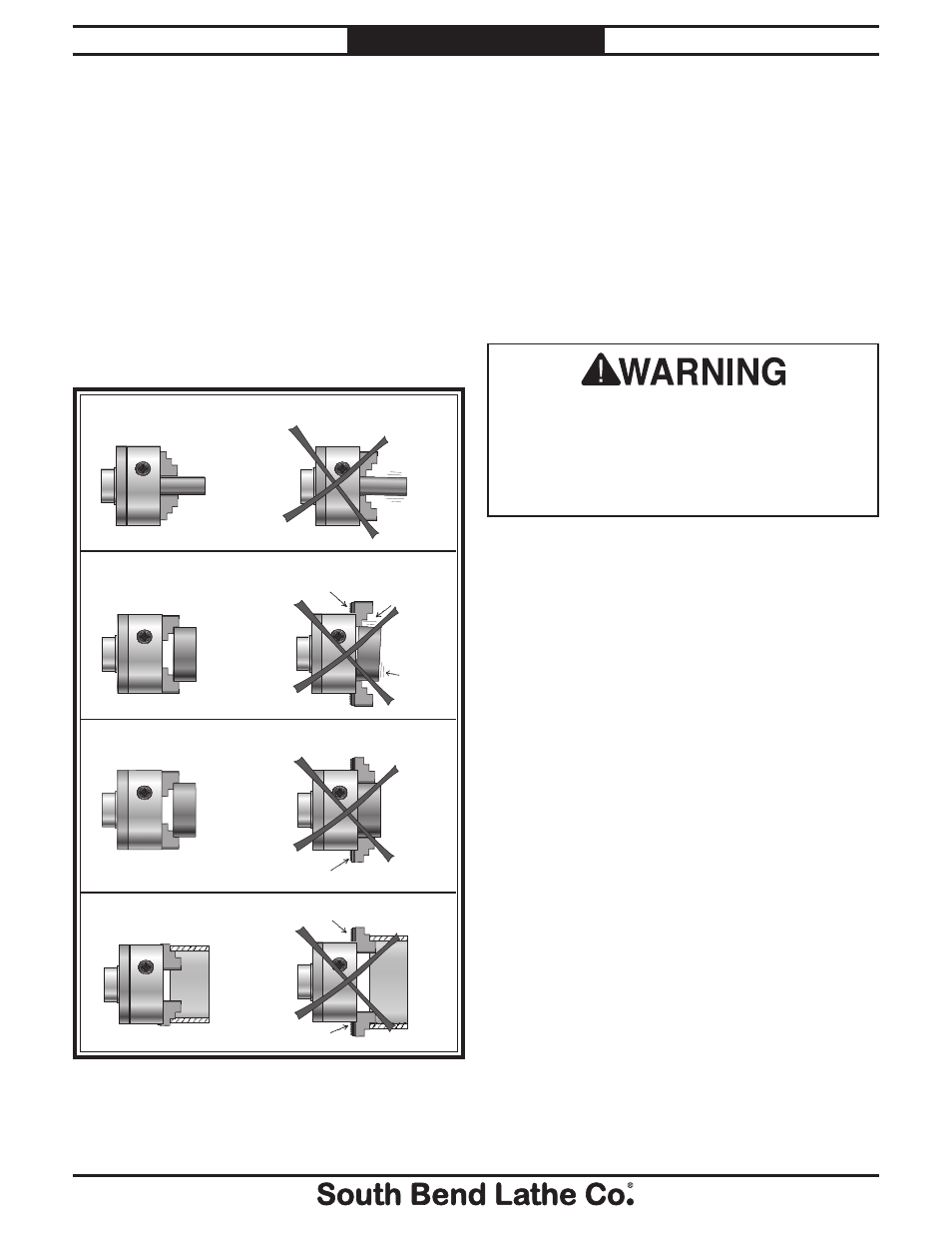
Never mix jaw types or positions to
accommodate an odd-shaped workpiece.
The chuck will spin out of balance and
may throw the workpiece! Instead, use an
independent jaw chuck or a faceplate.
Figure 42. Jaw selection and workpiece holding.
Insufficient
Jaw Clamping
Unstable
Workpiece
Bar Stock
Inside
Safer
Use
Jaw
Cylinder
Unsafe Jaw Position
Poor Scroll
Gear Engagement
Inside
Safer
Use
Jaw
Shallow
Bar Stock
Inside
Unsafe
Use
Jaw
Poor Scroll Gear Engagement
Unsafe Jaw Position and
Outside
Safer
Use
Jaw
Poor Scroll Gear Engagement
Unsafe Jaw Position and
Poor
Unstable
Workpiece
Shallow
Bar Stock
Outside
Safer
Use
Jaw
Grip
Because of the dynamic forces involved in
machining a non-concentric or off-center
workpiece, always use a low spindle speed
to prevent the workpiece from breaking loose
and being thrown from the lathe, which could
cause death or serious personal injury.
4-Jaw Chuck
Refer to the Chuck Installation (see Page 35)
and Chuck Removal (see Page 36) instructions
to install or remove the 4-jaw chuck.
The 4-jaw chuck features independently
adjustable hardened steel jaws for holding non-
concentric or off-center workpieces. Each jaw can
be independently removed from the chuck body
and reversed for a wide range of work holding
versatility.
Mounting Workpiece
To mount a workpiece on the 4-jaw chuck:
1.
DISCONNECT LATHE FROM POWER!
2.
Place a chuck cradle or plywood on the
bedway below the chuck to protect the
bedway surfaces.
3.
Use the chuck key to open each jaw so the
workpiece will lay flat against the chuck
face, jaw steps, or into the spindle opening.
4.
With the help from another person or a
holding device, position the workpiece so it is
centered in the chuck.