Replacing carbide inserts (g0634) – Grizzly G0633/G0634 User Manual
Page 47
G0633/G0634 Jointer/Planer Combo Machine
-45-
Replacing Carbide
Inserts (G0634)
Tools Needed:
Qty
T-Handle Wrench w/T-20 Torx Bit ..................... 1
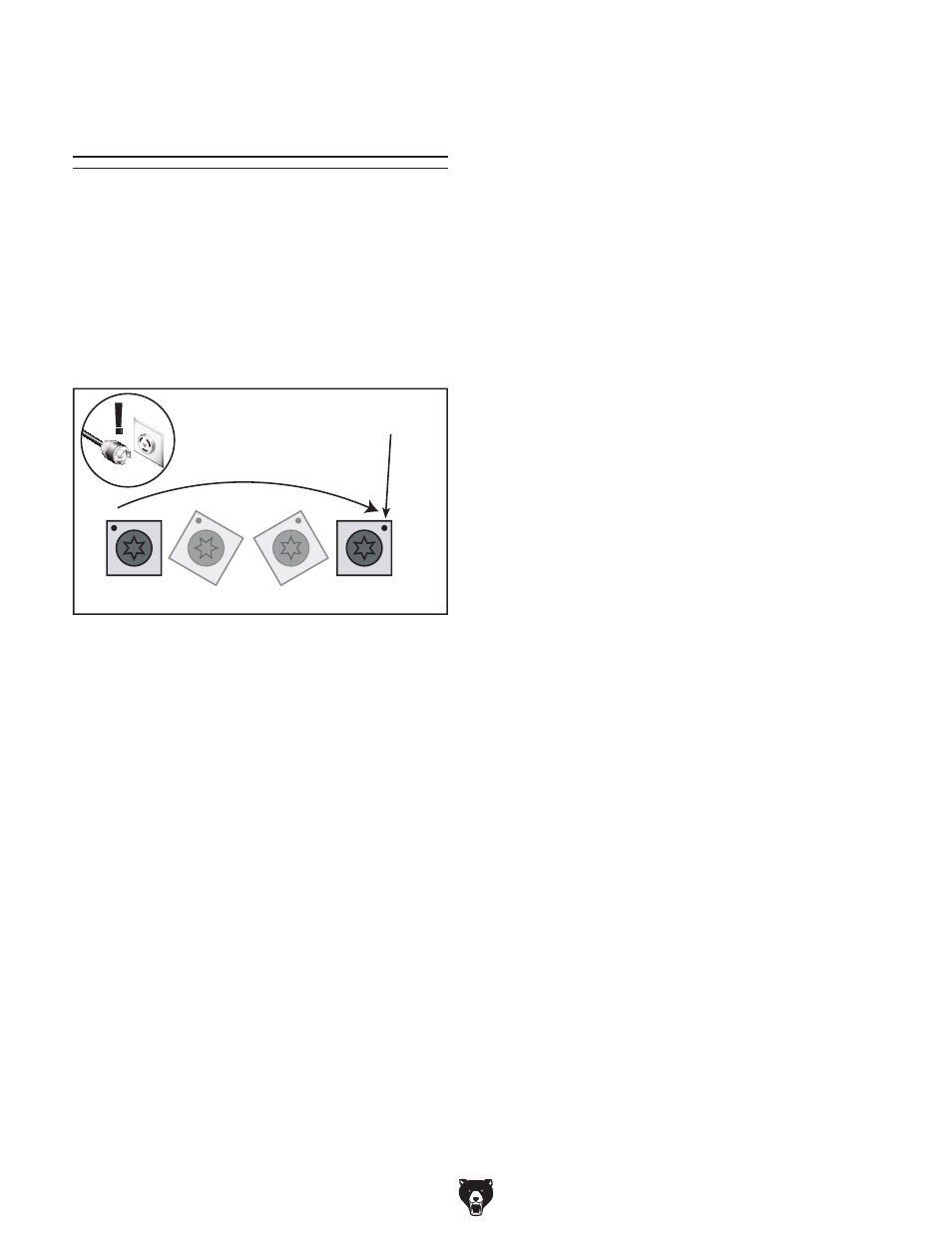
The cutterhead is equipped with 56 indexable car-
bide inserts. Each insert can be rotated to reveal
any one of its four cutting edges. Therefore, if one
cutting edge becomes dull or damaged, simply
rotate it 90˚ to reveal a fresh cutting edge (
Figure
64).
In addition, each insert has a reference dot on
one corner. As the insert is rotated, the reference
dot location can be used as an indicator of which
edges are used and which are new. When the
reference dot revolves back around to its starting
position, the insert should be replaced.
To rotate or change a carbide insert:
1. DISCONNECT THE JOINTER/PLANER
FROM THE POWER SOURCE!
2. Remove any sawdust from the head of the
carbide insert Torx screw.
3. Remove the Torx screw and carbide insert.
4. Clean all dust and dirt off the insert and the
cutterhead pocket from which the insert was
removed, and replace the insert so a fresh,
sharp edge is facing outward.
Note: Proper cleaning is critical to achieving
a smooth finish. Dirt or dust trapped between
the insert and cutterhead will slightly raise the
insert, and make noticeable marks on your
workpieces the next time you plane.
5. Lubricate the Torx screw threads with a
light machine oil, wipe the excess oil off the
threads, and torque the Torx screw to 48-50
inch/pounds.
Note: Excess oil may squeeze between the
insert and cutterhead, thereby lifting the insert
slightly and affecting workpiece finishes.
Figure 64. Insert rotating sequence.
Reference Dot