2 alignment methods, 5 piping – HP 8-UB-1 User Manual
Page 13
UB USER INSTRUCTIONS ENGLISH 71569247 07-04
Page 13 of 32
®
4.4.2 Alignment methods
Ensure pump and driver are isolated
electrically and the half couplings are disconnected.
The alignment MUST be checked.
Although the pump will have been aligned at the
factory it is most likely that this alignment will have
been disturbed during transportation or handling. If
necessary, align the motor to the pump, not the pump
to the motor.
Alignment is achieved by adding or removing shims
under the motor feet and also moving the motor
horizontally as required. In some cases where the
alignment cannot be achieved it will be necessary to
move the pump before recommencing the above
procedure.
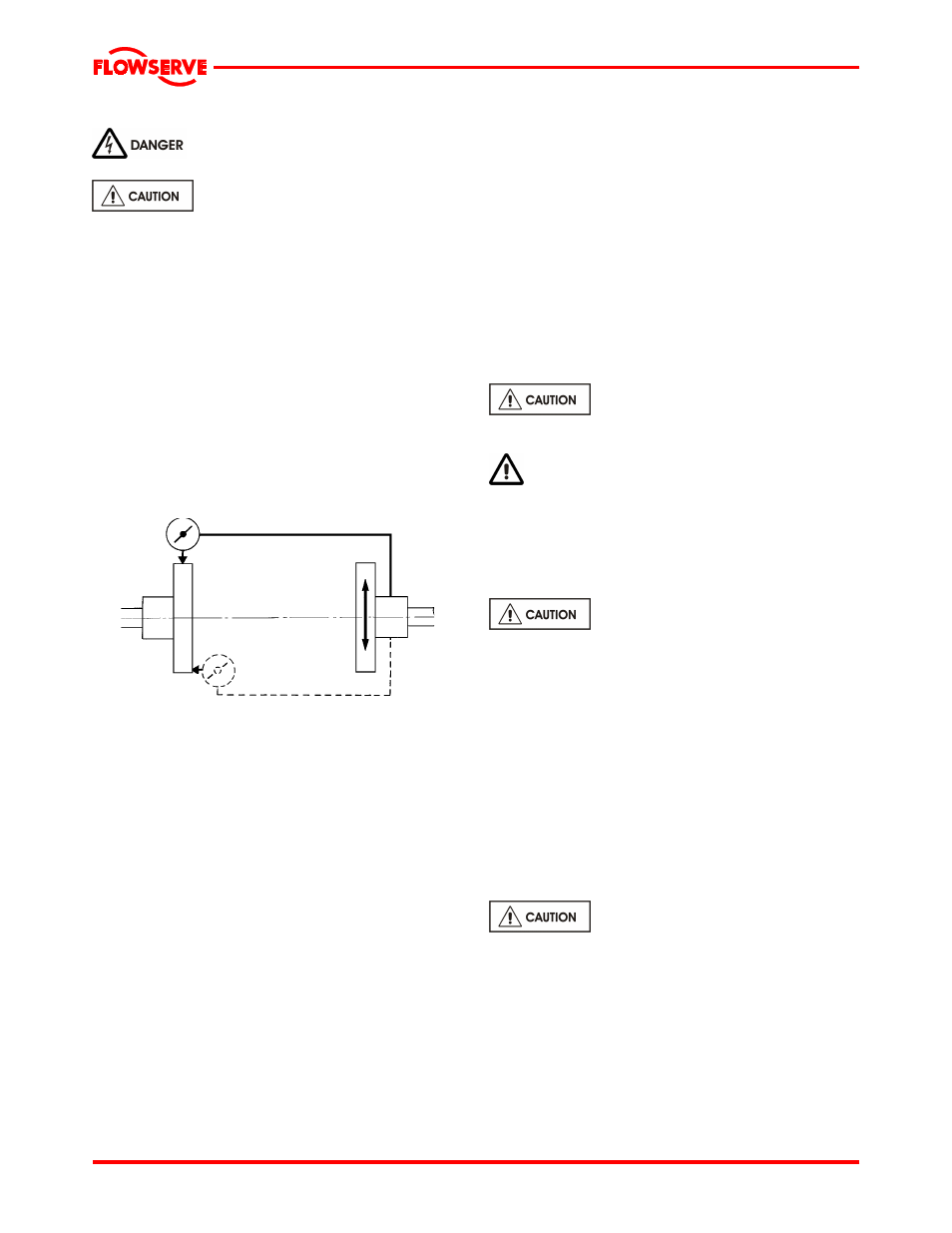
For couplings with narrow flanges use a dial indicator
as shown below to check both parallel and angular
alignment.
Parallel
Angular
Maximum permissible misalignment at working
temperature:
Parallel 0.2 mm (0.008 in.) TIR
Angular 0.1 mm (0.004 in.) TIR
When checking parallel alignment, the total indicator
read-out (TIR) shown is twice the value of the actual
shaft displacement.
Align in the vertical plane first, then horizontally by
moving motor. When performing final alignment, check
for soft-foot under the driver. A TIR indicator placed on
the coupling, reading in the vertical direction, should not
indicate more than 0.05 mm (0.002 in.) movement when
any driver foot fastener is loosened.
While the pump is capable of operating with the
maximum misalignment shown above, maximum pump
reliability is obtained by near perfect alignment of 0.05
to 0.10 mm (0.002 to 0.004 in.) TIR parallel and 0.05
mm (0.002 in.) per 100 mm (4 in.) of coupling flange
diameter as TIR angular misalignment. This covers the
full series of couplings available.
Pumps with thick flanged non-spacer couplings can
be aligned by using a straight-edge across the
outside diameters of the coupling hubs and
measuring the gap between the machined faces
using feeler gauges, measuring wedge or callipers.
When the electric motor has sleeve bearings it is
necessary to ensure that the motor is aligned to run
on its magnetic centreline.
Refer to the motor manual for details.
A button (screwed into one of the shaft ends) is
normally fitted between the motor and pump shaft
ends to fix the axial position.
If the motor does not run in its
magnetic centre the resultant additional axial force
may overload the pump thrust bearing.
Complete piping as below and see sections 4.6,
Final shaft alignment check up to and including
section 5, Commissioning, startup, operation and
shutdown before connecting driver and checking
actual rotation.
4.5 Piping
Protective covers are fitted to the pipe
connections to prevent foreign bodies entering during
transportation and installation. Ensure that these
covers are removed from the pump before connecting
any pipes.
4.5.1 Suction and discharge pipework
In order to minimize friction losses and hydraulic
noise in the pipework it is good practice to choose
pipework that is one or two sizes larger than the
pump suction and discharge. Typically main
pipework velocities should not exceed 2 m/s (6 ft/sec)
suction and 3 m/s (9 ft/sec) on the discharge.
Take into account the available NPSH, which must be
higher than the required NPSH of the pump.
Never use the pump as a support for
piping.
Maximum forces and moments allowed on the pump
flanges vary with the pump size and type. To minimize
these forces and moments that may, if excessive,
cause misalignment, hot bearings, worn couplings,
vibration and the possible failure of the pump casing,
the following points should be strictly followed: