Tri Tool 642SB Clamshell Air and Hydraulic User Manual
Page 21
21
Model 642SB Low Profile Clamshell
92-0612 Rev. 131230
WARNING:
Take measurements from the pipe OD to the Housing ID or use a dial
indicator to sweep around the pipe's outside diameter.
Adjust the (4) four Clamping Pads so that the measurements at opposing
Clamping Pads are the same.
Tighten the Clamping Pads using a tightening torque of 25 ft-lbs (34 Nm) to
30 ft-lbs (40.7 Nm).
Tighten the Jackscrews against the pipe using a tightening torque of 15 ft-lbs
(20.3 Nm) to 20 ft-lbs (27 Nm) for added stability.
GENERAL MACHINING SEQUENCE
Connect the power supply to the Model 642SB.
Rotate the Headstock slowly with the Tripper Shaft pushed ‘in’ for one full revolution
to ensure that the Feed Pin to Sprocket is set right on both Tool Blocks.
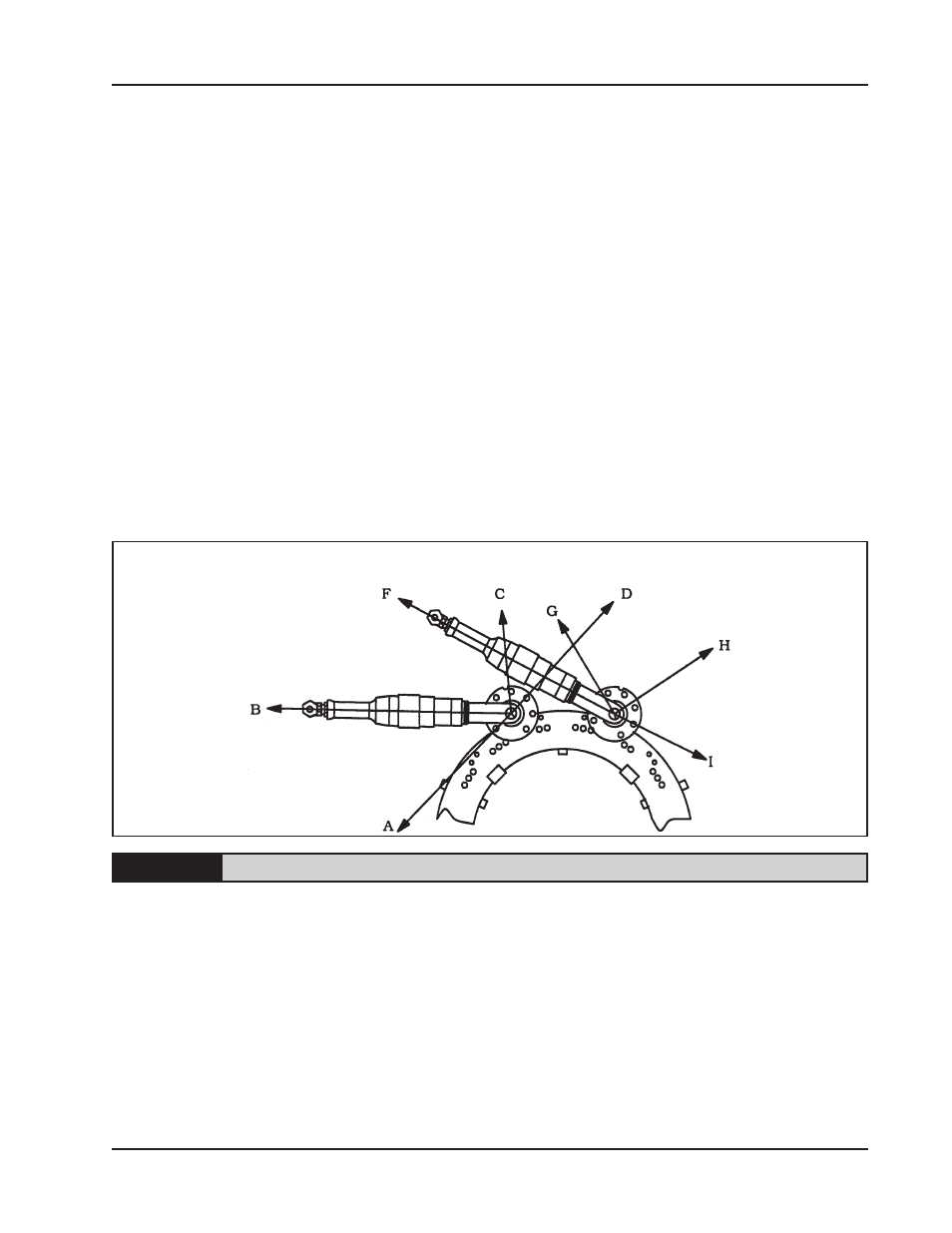
Approach of the Feed Pin to the Feed Sprocket
You will break the Feed Pin if the Feed Pin to Sprocket alignment is incorrect.
To check the Feed Pin to Sprocket engagement go to ‘Feed Pin to Sprocket
engagement’ later in this section.
Select and install the desired Tool Bit Set.
Refer to ‘Tool Bit Set up’ later in this section for selection and set-up instructions.
Turn the Drive Motors on to full speed.
Engage the feed by pushing the Tripper Shaft in.